
Kolana mosiężne niklowane ZZ z gwintem wewnętrznym seria 80.0203

80.0203.38
Kolanko gwintowane G3/8 GZ, mosiądz niklowany, 5000 3/8
10,40 zł netto
12,79 zł brutto
80.0203.34
Kolanko gwintowane G3/4 GZ, mosiądz niklowany, 5000 3/4
21,20 zł netto
26,08 zł brutto
80.0203.18
Kolanko gwintowane G1/8 GZ, mosiądz niklowany, 5000 1/8
5,00 zł netto
6,15 zł brutto
80.0203.14
Kolanko gwintowane G1/4 GZ, mosiądz niklowany, 5000 1/4
6,70 zł netto
8,24 zł brutto
80.0203.12
Kolanko gwintowane G1/2 GZ, mosiądz niklowany, 5000 1/2
16,40 zł netto
20,17 zł brutto
80.0203.100
Kolanko gwintowane G1 GZ, mosiądz niklowany, 5000 1
30,30 zł netto
37,27 zł brutto
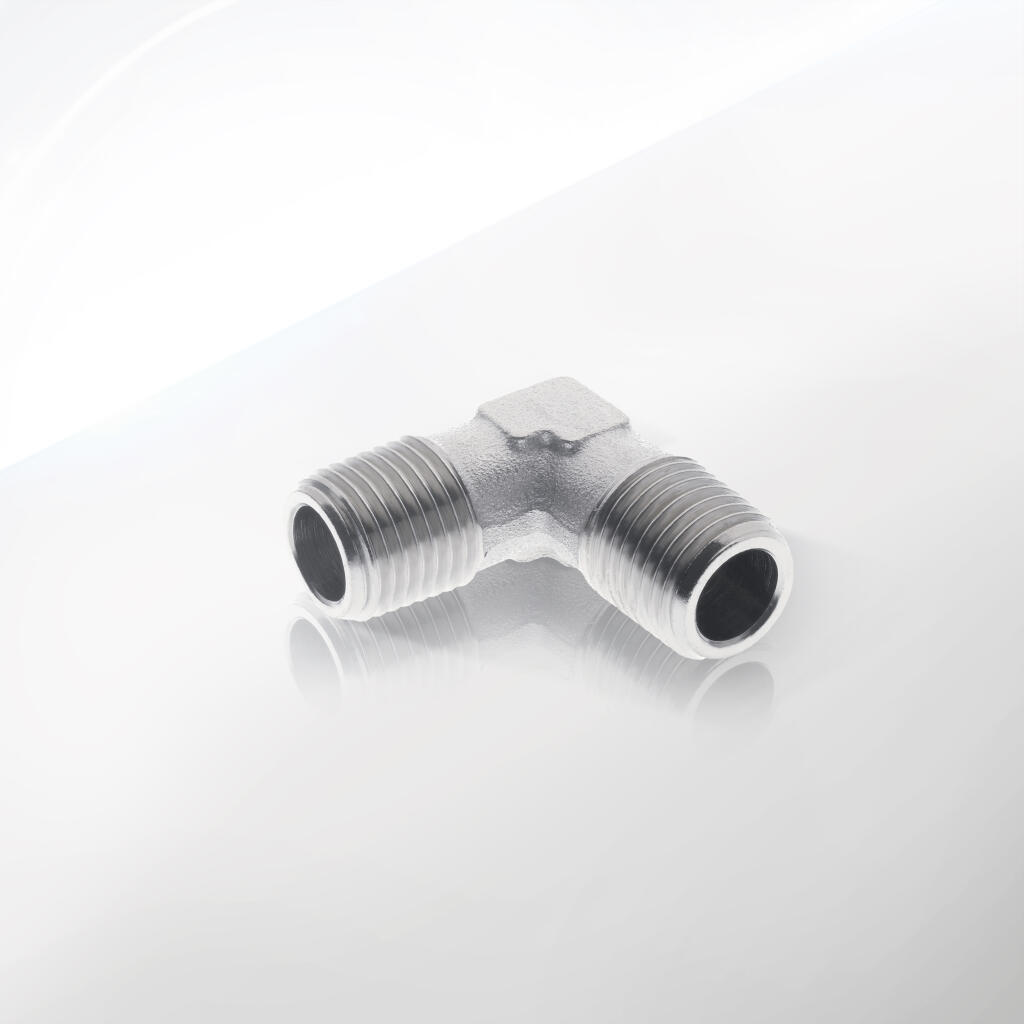
CPP PREMA prezentuje łączniki kątowe gwintowane WW z mocowaniem w serii 80.0203. Produkty wykonujemy z mosiądzu CW617N. Stop zawiera 60–63 % miedzi i 37–38 % cynku. Dodatek ołowiu poniżej 0,03 % poprawia obrabialność. Elementy odlewamy ciśnieniowo w formach stalowych. Pracujemy w temperaturze 900–950 °C. Eliminujemy porowatość przez odgazowanie stopu. Następnie kształtujemy wykańczająco w prasie hydraulicznej 500 t. Uzyskujemy jednolitą mikrostrukturę.
Każde kolanko poddajemy obróbce CNC. Frezujemy gwint GZ z tolerancją ± 0,02 mm. Skok gwintu wynosi 14,2 mm (G 1/2) lub odpowiednio dla pozostałych rozmiarów. Fazowanie krawędzi pod kątem 45° i długości 0,8 mm ułatwia montaż. Weryfikujemy wymiary suwmiarką z dokładnością 0,01 mm. Kontrolujemy każdą partię pod kątem geometrii i jakości gwintu.
Produkty serii 80.0203 występują w sześciu wariantach:
Kolanko gwintowane G 1 GZ, mosiądz niklowany
Kolanko gwintowane G 3/4 GZ, mosiądz niklowany
Kolanko gwintowane G 1/2 GZ, mosiądz niklowany
Kolanko gwintowane G 3/8 GZ, mosiądz niklowany
Kolanko gwintowane G 1/4 GZ, mosiądz niklowany
Kolanko gwintowane G 1/8 GZ, mosiądz niklowany
Kolanko ma kształt kąta prostego (90°). Wersja WW oznacza gwint z obu stron. Konstrukcja GZ (gniazdo–złącze) pozwala łączyć z gwintami zewnętrznymi. Otwory montażowe w korpusie pasują do kołków M6. Średnica otworu wynosi 6,5 mm. Płytka montażowa wyrównuje obciążenia na ścianie.
Wnętrze korpusu ma promień gięcia R = 6 mm. Ścianki wewnętrzne wygładzamy do chropowatości Ra ≤ 0,8 µm. Gładki profil ogranicza turbulencje. Obniża straty ciśnienia nawet przy dużym przepływie. Minimalizuje ryzyko zatorów i osadzania zanieczyszczeń.
Następnie kolanka trafiają na etap galwanicznego niklowania. Używamy kąpieli siarczanowo-chlorkowej. Utrzymujemy temperaturę 45–55 °C. Natężenie prądu wynosi 2–3 A/dm². Czas zanurzenia to 20–30 min. Uzyskujemy warstwę dyfuzyjną 2–3 µm oraz dekoracyjną 8–10 µm. Powłoka ma grubość 10–13 µm ± 2 µm. Adhezja przekracza 150 MPa (ASTM B571).
Test solny (salt spray) przeprowadzamy przez 480 h w 35 °C i 95 % wilgotności. Brak śladów korozji potwierdza jakość powłoki. Nikiel chroni mosiądz przed czynnikami chemicznymi i atmosferycznymi. Zapobiega osadzaniu kamienia i utlenianiu. W instalacjach wodnych powłoka nie migruje do medium. Atesty WRAS i ACS potwierdzają dopuszczenie do wody pitnej.
Po galwanizacji przeprowadzamy polerowanie mechaniczne. Używamy tarczy korundowej gradacji 220 i papieru ściernego P400. Prędkość tarczy wynosi 1 500 obr./min. Osiągamy połysk lustra ≥ 90 % zgodnie z ASTM B571. Powierzchnia nie przyciąga zabrudzeń. Wystarczy miękka ściereczka do czyszczenia.
Na korpusie laserowo wygrawerowaliśmy:
Logo CPP PREMA
Numer katalogowy 80.0203
Oznaczenie gwintu (np. “G 1/2 GZ”)
Numer partii i datę produkcji
Laser gwarantuje trwałość graweru. Oznaczenia nie ścierają się podczas montażu ani transportu.
Przed pakowaniem każdy egzemplarz poddajemy testom jakości:
Test hydrauliczny – woda pod 24 bar ciśnienia przez 5 min
Test elektromagnetyczny – wykrywanie mikropęknięć przy 16 bar
Kontrola wizualna powłoki i graweru
Wyniki archiwizujemy w raportach. Klient otrzymuje deklarację zgodności CE.
Pakujemy kolanka po 25 sztuk w kartony 250 × 200 × 150 mm. Wkładki z pianki PE amortyzują wstrząsy. Etykieta informuje o rozmiarze, numerze partii i dacie produkcji. Dołączamy instrukcję montażu w języku polskim i angielskim. Rysunki CAD 2D i 3D udostępniamy online.
Kolanka serii 80.0203 pracują w zakresie temperatur od –20 °C do +120 °C. Krótkotrwale wytrzymują do +150 °C przy obniżonym ciśnieniu ≤ 10 bar. Testy mrozoodporności do –30 °C potwierdzają szczelność.
Waga jednego kolanka wynosi 95 g. Niska masa ułatwia transport i montaż. Element nie obciąża konstrukcji ściany.
Kolanka pasują do rur stalowych, miedzianych i PE-X. Kompatybilność z zaworami kulowymi, filtrami i reduktorami eliminuje konieczność stosowania adapterów. Standard ISO 7-1 gwarantuje zgodność z armaturą innych producentów.
Kolanka kątowe serii 80.0203 służą do łączenia rur pod kątem 90°. Montujesz je w instalacjach wodnych, grzewczych, gazowych i pneumatycznych. Konstrukcja GW/GZ pozwala na połączenie z gwintami zewnętrznymi. Mocowanie naścienne zapewnia stabilność i estetykę.
W instalacjach domowych kolanka sprawdzą się jako przyłącza do baterii prysznicowych. Montujesz je w płaszczyźnie ściany. Zapewniają punkt poboru wody w łazience. Pasują do systemów podtynkowych. Ukryte przewody przebiegają wewnątrz ściany. Użytkownik widzi tylko estetyczne wyjście złączki.
W punktach kuchennych elementy umożliwiają przyłączenie baterii zlewozmywakowej nad blatem. Kolanko montuje się nad przestrzenią roboczą. Nadaje aranżacji nowoczesny charakter. Powłoka niklowa komponuje się z chromowaną armaturą. Wąż elastyczny prowadzi się pod blatem.
W łazienkach publicznych i SPA montuje się kolanka z armaturą termostatyczną. Zapewniają precyzyjne ustawienie temperatury i strumienia. Powłoka wytrzymuje środki odkażające. Elementy nie matowieją pod wpływem agresywnych środków czystości.
W obiektach hotelowych i bankietowych kolanka stanowią część punktów natryskowych. Elementy montuje się seryjnie w modułach. Instalator trafnie dopasowuje wysokość przyłącza do projektów wnętrz. Krótka zabudowa eliminuje konflikt z izolacją akustyczną.
W budynkach użyteczności publicznej, szkołach i urzędach kolanka sprawdzają się w przyłączeniach do umywalek wpuszczanych w blat. Ich kąt prosty pozwala na minimalną ingerencję w przestrzeń użytkową. Wąż łączący baterię jest schowany.
Systemy grzewcze wykorzystują kolanka do przyłączeń kotłów, grzejników i rozdzielaczy. Konstrukcja GW/GZ łączy przewody ze złączkami termostatycznymi. Montaż naścienny ułatwia serwis i wymianę elementów. Wymiana kolanka nie wymaga demontażu fragmentu instalacji.
W instalacjach gazowych kolanka wymagają atestu DVGW i PN-EN 331. Kolanka WP/GZ spełniają te normy. Montujesz je w liniach gazu ziemnego i LPG. Używasz taśmy gazowej T plus. Połączenie zachowuje szczelność przy ciśnieniu roboczym do 16 bar.
W systemach sprężonego powietrza łączniki kątowe montuje się w warsztatach i liniach produkcyjnych. Powłoka chroni przed olejami i wilgocią. Kolanka wytrzymują częste cykle ciśnienia. Maszyny pneumatyczne pracują bez utraty ciśnienia.
W chłodnictwie i klimatyzacji kolanka łączą rury freonowe i glikolowe. Odporność na kondensację zapobiega korozji. Montaż odbywa się w jednostkach wewnętrznych i przyściennych. Serwisy mogą wielokrotnie demontować elementy.
W przemyśle chemicznym i spożywczym łączniki służą do przewodów agresywnych cieczy. Galwaniczny nikiel chroni mosiądz przed kwasami i zasadami. Czyszczenie parą wodną nie uszkadza powłoki. Instalacje zachowują higienę i sterylność.
W laboratoriach i sektorze farmaceutycznym kolanka naścienne montuje się w panelach z przyłączami do wody czystej. Kolanka wytrzymują środki dezynfekcyjne i parę wodną. Utrzymują szczelność podczas sterylizacji.
W gastronomii kolanka współpracują z myjkami i zmywarkami przemysłowymi. Detergenty i wysoka temperatura nie uszkadzają powłoki. Instalacja zachowuje szczelność nawet po cyklicznym użyciu.
W budownictwie modułowym kolanka montuje się w prefabrykowanych panelach ścianek. Moduły przewozi się na plac budowy. Przyłączenie mediów to kwestia kilku minut. Prace wykończeniowe nie ingerują w instalację.
W kamperach i przyczepach kempingowych kolanka stanowią punkty poboru wody w zlewozmywakach i prysznicach. Niska waga i małe wymiary ułatwiają montaż we wnętrzach pojazdów. Elementy wytrzymują drgania podczas transportu.
Kolanko kątowe WW z mocowaniem serii 80.0203 to element uniwersalny. Sprawdzi się w każdej instalacji hydraulicznej, grzewczej, gazowej i pneumatycznej. Gwarantuje szczelność, trwałość i estetyczny wygląd. Proces montażu przebiega sprawnie. Elementy służą przez lata bezawaryjnej pracy.
Kolanki kątowe serii 80.0203 z mocowaniem WW od CPP PREMA spełniają rygorystyczne wymogi techniczne. Wszystkie warianty mają gwint wewnętrzny (GZ) typu Whitworth zgodny z normą ISO 228-1. Dokładność wykonania gwarantuje szczelność i łatwość montażu.
1. Średnice nominalne i warianty
G 1″ – Ø 33,3 mm ± 0,15 mm
G 3/4″ – Ø 26,4 mm ± 0,15 mm
G 1/2″ – Ø 20,9 mm ± 0,15 mm
G 3/8″ – Ø 16,7 mm ± 0,15 mm
G 1/4″ – Ø 13,2 mm ± 0,15 mm
G 1/8″ – Ø 9,7 mm ± 0,15 mm
Pomiar wykonujemy suwmiarką cyfrową z rozdzielczością 0,01 mm.
2. Wymiary zabudowy
Od płaszczyzny montażu do osi gwintu:
G 1″ – 52 mm ± 0,5 mm
G 3/4″ – 48 mm ± 0,5 mm
G 1/2″ – 42 mm ± 0,5 mm
G 3/8″ – 38 mm ± 0,5 mm
G 1/4″ – 34 mm ± 0,5 mm
G 1/8″ – 28 mm ± 0,5 mm
Kompaktowe wymiary zapewniają montaż w ciasnych przestrzeniach.
3. Grubość ścianki
Ścianka korpusu: 2,8–3,2 mm
Ścianka przy gwincie: 2,2–2,6 mm
Kontrola mikrometrem z dokładnością 0,01 mm potwierdza zgodność z projektem.
4. Profil wewnętrzny i opory przepływu
Krótkie łuki o promieniu gięcia R = 6 mm i chropowatość Ra ≤ 0,8 µm. Zapewnia to:
Straty ciśnienia ≤ 0,15 bar przy 1 m³/h
Maksymalną prędkość przepływu do 2 m/s
Gładki profil ogranicza osadzanie się cząstek.
5. Gwinty i fazowanie
Skok gwintu: 14,2 mm (G 1/2″), odpowiednio dla pozostałych.
Fazowanie 45° × 0,8 mm.
Dokładność frezowania: ± 0,02 mm.
Fazowanie ułatwia nakładanie uszczelek NBR lub taśmy PTFE.
6. Tolerancje wymiarowe
Średnica nominalna: ± 0,15 mm
Skok gwintu: ± 0,02 mm
Długość zabudowy: ± 0,5 mm
Grubość powłoki niklowej: ± 2 µm
Każdy egzemplarz trafia na kontrolę jakości. Elementy poza specyfikacją odrzucamy.
7. Właściwości mechaniczne
Wytrzymałość na rozciąganie: ≥ 350 MPa
Odporność na zginanie: ≥ 200 MPa
Wydłużenie przy zerwaniu: ≥ 20 %
Twardość mosiądzu: HB 80–120 (obciążenie 10 kg)
Badania zgodne z PN-EN 12164 potwierdzają wytrzymałość.
8. Powłoka niklowa
Warstwa dyfuzyjna: 2–3 µm
Warstwa dekoracyjna: 8–10 µm
Grubość łączna: 10–13 µm ± 2 µm
Adhezja: > 150 MPa (ASTM B571)
Test solny: 480 h w 35 °C, 95 % RH
Nikiel chroni przed korozją elektrochemiczną i osadzaniem kamienia.
9. Zakres temperatur i ciśnień
Ciśnienie robocze: 16 bar
Ciśnienie testowe (hydrauliczny): 24 bar przez 5 min
Ciśnienie testu elektromagnetycznego: 16 bar
Temperatura pracy: od –20 °C do +120 °C
Krótkotrwale do +150 °C (przy ciśnieniu ≤ 10 bar)
Szoki termiczne ± 30 °C nie wpływają na szczelność.
10. Moment dokręcenia
Zalecamy użycie klucza dynamometrycznego:
G 1″ i G 3/4″: 20–25 Nm
G 1/2″, G 3/8″, G 1/4″, G 1/8″: 10–15 Nm
Prawidłowy moment eliminuje ryzyko uszkodzenia gwintu.
11. Waga jednostkowa
G 1″: 120 g
G 3/4″: 110 g
G 1/2″: 95 g
G 3/8″: 80 g
G 1/4″: 60 g
G 1/8″: 45 g
Niska masa ułatwia montaż na ścianach.
12. Opakowanie
Karton zbiorczy 25 szt. (250 × 200 × 150 mm). Wkładki z pianki PE. Etykieta z numerem katalogowym, rozmiarem, numerem partii i datą produkcji. Instrukcja montażu dołączona do opakowania.
13. Certyfikaty i atesty
PN-EN ISO 228-1 (gwinty)
PN-EN 12164 (mosiądz)
RoHS, REACH (bez substancji niebezpiecznych)
DVGW (gaz)
WRAS, ACS (woda pitna)
Deklaracja zgodności CE
Dokumenty dostępne online w PDF.
14. Kompatybilność
Pasuje do rur stalowych, miedzianych i PE-X. Łączy się z armaturą innych producentów bez adapterów. Standard ISO 7-1 potwierdza uniwersalność.
15. Żywotność
≥ 50 cykli montaż-demontaż bez utraty szczelności. Powłoka i gwint zachowują pełne parametry.
16. Środowisko pracy
Wilgotność 0–100 % bez kondensacji. pH medium 4–9. Środowisko solankowe: test salt spray potwierdza ochronę.
17. Dodatkowe opcje
Montażowa płytka ścienna w wersji stalowej lub tworzywowej. Uszczelka NBR 70 ShA montowana fabrycznie. Możliwość zamówienia końcówek testowych.
Kolanki kątowe serii 80.0203 od CPP PREMA powstają z surowców najwyższej jakości. Proces produkcji obejmuje odlewanie ciśnieniowe, kucie, obróbkę CNC, odtłuszczanie, galwanizację niklową, polerowanie oraz wieloetapową kontrolę jakości. Efektem są produkty o doskonałych właściwościach mechanicznych i chemicznych.
1. Stop mosiądzu CW617N
Skład:
Miedź (Cu): 60–63 %
Cynk (Zn): 37–38 %
Ołów (Pb): < 0,03 %
Cyna (Sn): < 0,05 %
Stop spełnia normę PN-EN 12164. Niski Pb i Sn zapewniają dobrą obrabialność i wytrzymałość.
2. Odlewanie ciśnieniowe
– Forma stalowa pokryta powłoką antyadhezyjną.
– Temperatura stopu: 900–950 °C.
– Ciśnienie 80 MPa.
– Odgazowanie stopu w kąpieli solankowej.
Proces gwarantuje gładkie powierzchnie i brak porowatości.
3. Kucie wykańczające
– Prasa hydrauliczna 500 t.
– Eliminacja naprężeń wewnętrznych.
– Uzyskanie wymiarów z tolerancją ± 0,1 mm.
Kucie poprawia wytrzymałość i spójność mikrostruktury.
4. Obróbka CNC
– Frezowanie gwintów z tolerancją ± 0,02 mm.
– Fazowanie krawędzi 45° × 0,8 mm.
– Automatyczna kontrola wymiarów.
– Chłodziwo bez azotanów.
CNC gwarantuje powtarzalność i dokładność.
5. Odtłuszczanie i czyszczenie
– Zanurzenie w odtłuszczaczu na bazie alkoholu izopropylowego.
– Płukanie wodą dejonizowaną.
– Suszenie sprężonym powietrzem 2 bar.
– Usuwanie opiłków szczotką nylonową.
Proces zabezpiecza przyczepność powłoki niklowej.
6. Galwaniczne niklowanie
– Kąpiel siarczanowo-chlorkowa.
– Prąd 2–3 A/dm².
– Temperatura kąpieli: 45–55 °C.
– Czas zanurzenia: 20–30 min.
Warstwa dyfuzyjna 2–3 µm + dekoracyjna 8–10 µm = 10–13 µm łącznej powłoki.
7. Polerowanie mechaniczne
– Ścierniwo korundowe gradacja 220.
– Papier ścierny P400.
– Prędkość tarczy: 1 500 obr./min.
Polerowanie daje lustro ≥ 90 % połysku (ASTM B571).
8. Kontrola mikrostruktury
– Mikroskopia metalograficzna 200×.
– Wielkość ziarna: 50–150 µm.
– Homogeniczny rozkład faz.
Zapewnia jednolite właściwości mechaniczne.
9. Analiza składu chemicznego
– Spektroskopia OES.
– Tolerancja składu: ± 0,5 % dla Cu, Zn.
– Kontrola Pb i Sn.
Zapewnia zgodność z PN-EN 12164 i RoHS.
10. Testy twardości i tribologii
– Twardość mosiądzu: HB 80–120.
– Twardość niklu: HV 450.
– Test Taber: utrata masy ≤ 10 mg/1000 obr.
Powłoka wykazuje doskonałą odporność na ścieranie i zarysowania.
11. Odporność chemiczna i korozyjna
– Salt spray 480 h: brak ubytków.
– 5 % NaCl przez 500 h: brak zmian.
– pH 4–9: stabilność powłoki.
Kolanka nadają się do agresywnych warunków przemysłowych.
12. Recykling i ekologia
– Mosiądz 100 % recyklingowalny.
– Galwanizacja w obiegu zamkniętym.
– Odtłuszczacze biodegradowalne.
– Certyfikat ISO 14001.
Proces minimalizuje odpady i emisję CO₂.
13. Atesty żywnościowe
– WRAS, ACS: brak migracji metali do wody pitnej.
– Zgodność z normami FDA, NSF.
Odpowiednie do instalacji pitnej wody.
14. Bezpieczeństwo pracowników
– Galwanizacja w zamkniętych kabinach.
– Odpylanie powietrza.
– Ochrona przed parami niklu.
– Szkolenia BHP.
Zapewnia bezpieczne warunki produkcji.
15. Normy i certyfikaty
– ISO 9001, ISO 14001, ISO 45001.
– PN-EN ISO 228-1, PN-EN 12164, ASTM B571, REACH, RoHS, DVGW.
Przygotowanie miejsca pracy
Przygotuj suche i czyste stanowisko montażowe. Usuń kurz, pył i resztki tynku. Upewnij się, że montaż odbywa się na stabilnej ścianie nośnej lub na solidnej płycie montażowej. Zabezpiecz podłoże folią ochronną. Zapewnij dobre oświetlenie i łatwy dostęp do narzędzi.Narzędzia i materiały
Wiertarka z udarem
Wiertło do betonu Ø 6,5 mm
Kołki rozporowe M6 i śruby M6 × 60 mm
Klucz nastawny lub płaski (rozmiar 19 mm)
Klucz dynamometryczny (zakres 10–25 Nm)
Taśma PTFE klasy F4 lub pasta uszczelniająca NBR
Szczotka nylonowa do czyszczenia gwintów
Ściereczki z mikrofibry
Alkohol izopropylowy lub odtłuszczacz
Poziomica i ołówek
Młotek gumowy
Wyznaczenie lokalizacji
Zmierz i zaznacz punkt montażu. Użyj poziomicy do kontrolowania poziomu i pionu. Zaznacz dwa otwory montażowe na płytce kolanka. Odległość między otworami wynosi 50 mm. Upewnij się, że kolanko będzie wypoziomowane po zamocowaniu.Wiercenie otworów
Załóż wiertło Ø 6,5 mm do wiertarki. Wywierć otwory na głębokość około 60 mm. Zachowaj kąt prosty względem płaszczyzny ściany. Wydmuchaj pył z otworów sprężonym powietrzem lub strzep ręką. Włóż kołki rozporowe do otworów.Montaż płytki mocującej
Przyłóż płytkę kolanka do ściany. Wpasuj ją na kołki M6. Włóż śruby M6 × 60 mm. Dokręć lekko kluczem nastawnym, aż płytka przylegnie. Nie stosuj pełnego momentu dokręcenia na tym etapie.Wyrównanie i poziomowanie
Sprawdź poziom płytki w osi poziomej i pionowej. Skoryguj pozycję, jeśli płytka jest pochylona. Poziomuj do granicy błędu ± 0,5 mm. Utrzymuj dokładność, by wyjście kolanka było idealnie wypoziomowane.Ostateczne dokręcenie śrub montażowych
Ustaw klucz dynamometryczny na 6–8 Nm. Dociągnij śruby montażowe jednym, stałym ruchem. Unikaj powtarzających się dokręceń. Nadmierny moment grozi pęknięciem płyty lub korpusu.Przygotowanie gwintów
Wyjmij kolanko z opakowania. Sprawdź grawer: “CPP PREMA 80.0203” i rozmiar gwintu. Oczyść gwint wewnętrzny szczotką nylonową. Usuń opiłki metalu i zabrudzenia. Spryskaj gwint odtłuszczaczem. Przetrzyj suchą ściereczką.Nakładanie uszczelnienia
Wybierz taśmę PTFE lub pastę uszczelniającą. Dla wody pitnej stosuj taśmę dopuszczoną do kontaktu z wodą. Nawijaj taśmę równomiernie w kierunku gwintu. Wykonaj 3–4 zwoje, zostawiając wolne 1–2 zwoje przy krawędzi. Pasta nakładaj cienką warstwą, unikając grudek.Wstępne ręczne wkręcenie
Włóż kolanko w płytkę montażową. Obracaj ręką, aż poczujesz opór. Kontroluj, by gwint wchodził bez krzyżowania. Ręczne wkręcenie stabilizuje pozycję kolanka i przygotowuje gwint do finalnego dokręcenia.Dokręcenie kluczem nastawnym
Zamocuj klucz na korpusie. Przyłóż równolegle do ściany. Dociągnij z wyczuciem lekkiego oporu. Unikaj nadmiernej siły. Przy tym etapie nie używaj klucza dynamometrycznego.Moment dokręcenia kluczem dynamometrycznym
Ustaw klucz dynamometryczny na 12–15 Nm. Dociągnij kluczem nastawnym. Utrzymaj moment aż do kliknięcia klucza. Zapewniasz w ten sposób optymalną siłę uszczelnienia bez uszkodzenia gwintu.Sprawdzenie orientacji kolanka
Upewnij się, że oś wyjścia kolanka ma zaplanowany kąt. Połączenie powinno tworzyć kąt prosty względem ściany. Jeśli orientacja jest lekko przesunięta, luzuj o pół obrotu i ponownie dokręć 12 Nm.Montaż przewodu gwintowanego
Przygotuj rurę lub wężyk z zakończeniem GZ. Oczyść gwint i nawiń taśmę lub nałóż pastę. Wkręć ręcznie, a potem dociągnij kluczem nastawnym. Użyj momentu 12 Nm przy wężykach lekkich i 15 Nm przy przewodach stalowych.Test ciśnieniowy
Zamknij zawór główny. Podłącz pompę testową. Podnieś ciśnienie do 16 bar. Utrzymaj przez 5 min. Obserwuj szczelność przy kolanku. Użyj roztworu mydlano-wodnego lub detektora wycieków.Eliminacja nieszczelności
Jeśli pojawią się bąbelki, obniż ciśnienie. Odkręć kolanko o pół obrotu. Usuń starą taśmę. Oczyść gwint i nałóż nowe uszczelnienie. Wkręć i dokręć kluczem dynamometrycznym ponownie. Przeprowadź ponowny test.Odpowietrzenie instalacji
Otwórz zawór odpowietrzający w najw wyższym punkcie sieci. Pozwól powietrzu swobodnie wypłynąć. Zamknij odpowietrznik po ustaniu szmerów. Odpowietrzenie zapobiega pulsacjom ciśnienia i hałasom.Czyszczenie finalne
Usuń resztki taśmy i pasty. Przetrzyj kolanko ściereczką z mikrofibry. Użyj odtłuszczacza, jeśli zostaną plamy. Wypoleruj powierzchnię do jednolitego połysku.Kontrola wizualna
Sprawdź grawer i oznaczenia. Oceń powłokę pod kątem zarysowań. Zweryfikuj położenie kolanka i pion. Upewnij się, że montaż odpowiada projekcie technicznemu.Dokumentacja montażu
Zapisz datę i godzinę montażu. Zanotuj użyte materiały i momenty dokręcenia. Dołącz zdjęcia połączenia i wyniki testu ciśnieniowego. Przekaż klientowi protokół montażowy.Konserwacja i serwis
Zaleca się kontrolę szczelności co 12 miesięcy. Przetrzyj powłokę miękką ściereczką. Sprawdź momenty dokręcenia śrub M6. Wymień uszczelki co 2–3 lata. Dokumentuj wszystkie przeglądy.
1. Jak dobrać rozmiar łącznika kątowego?
Zmierz średnicę wewnętrzną rury. Porównaj ze średnicą nominalną kolanka (G 1″, G 3/4″, G 1/2″, G 3/8″, G 1/4″, G 1/8″). Wybierz kolanko o tym samym oznaczeniu G.
2. Jaka jest różnica między WW a ZZ?
WW oznacza gwint wewnętrzny plus mocowanie na ścianie. ZZ oznacza gwint wewnętrzny z obu stron. W tej serii produkty mają GW/GZ, czyli łączenie gwintu wewnętrznego z zewnętrznym.
3. Czy mogę stosować taśmę PTFE i pastę uszczelniającą jednocześnie?
Możesz. Taśma PTFE zabezpiecza gwint, a pasta wypełnia nierówności. Łączne użycie zwiększa pewność szczelności.
4. Jaki moment dokręcenia stosować?
Dla większych rozmiarów (G 1″, G 3/4″): 20–25 Nm. Dla mniejszych (G 1/2″, G 3/8″, G 1/4″, G 1/8″): 10–15 Nm. Użyj klucza dynamometrycznego.
5. Jakie kołki wybrać do montażu?
Stosuj kołki rozporowe M6 dopasowane do podłoża (beton, pustak). Kołek dobierz do rodzaju ściany (hollow wall anchors dla płyt KG).
6. Czy kolanka nadają się do wody pitnej?
Tak. Stop CW617N i nikiel mają atest WRAS i ACS. Nie migrują do wody.
7. Jak często testować szczelność?
W instalacjach wodnych – co 12 miesięcy. W gazowych – co 6 miesięcy. Przeprowadź test ciśnieniowy.
8. Jak usunąć nieszczelność?
Obniż ciśnienie. Odkręć kolanko o pół obrotu. Wyczyść gwint. Nałóż nowe uszczelnienie. Dokręć momentem 12–15 Nm. Przetestuj ponownie.
9. Czy można montować w ścianach działowych?
Tak. Użyj dedykowanych kołków do pustych ścian (Molly). Zapewnią odpowiednie rozporowe zamocowanie.
10. Czy kolanko wytrzyma montaż w temperaturze minusowej?
Tak. Testy mrozoodporności do –30 °C potwierdzają brak pęknięć i zachowanie szczelności.
11. Jak chronić powłokę niklową przed zarysowaniami?
Stosuj klucz z płaskimi szczękami. Załóż gumowe nakładki na szczęki klucza. Unikaj druciaków i ściernych gąbek.
12. Czy kolanko można demontować?
Tak. Kolanko wytrzymuje min. 50 cykli montaż-demontaż. Po demontażu nałóż nowe uszczelnienie.
13. Jaki jest zakres temperatur pracy?
Od –20 °C do +120 °C. Krótkotrwale do +150 °C (przy ≤ 10 bar).
14. Jak przygotować gwint wewnętrzny przed montażem?
Oczyść gwint szczotką nylonową. Odtłuść alkoholem izopropylowym. Przed nałożeniem uszczelnienia odczekaj 30 s, aż odtłuszczacz wyparuje.
15. Czy mogę użyć kolanka w instalacji grzewczej?
Tak. Kolanko wytrzymuje temperatury do +120 °C. Krótkotrwale do +150 °C przy obniżonym ciśnieniu.
16. Jak uniknąć korozji elektrochemicznej?
Stosuj przekładki PTFE przy łączeniu z innymi metalami (stal, aluminium). Unikaj bezpośredniego kontaktu mosiądzu z żelazem.
17. Czy kolanki nadają się do instalacji gazowych?
Tak. Kolanka spełniają normy DVGW i PN-EN 331. Montuj z taśmą gazową T plus. Przestrzegaj procedur testu szczelności.
18. Jakie są opory przepływu?
Strata ciśnienia ≤ 0,15 bar przy 1 m³/h. Profil wewnętrzny ogranicza turbulencje.
19. Czy instrukcję montażu można pobrać?
Tak. Dostępna w formacie PDF na portalu CPP PREMA w sekcji „Do pobrania” dla serii 80.0203.
20. Jak usunąć zanieczyszczenia z wnętrza kolanka?
Przepłucz przewodami wodnymi. Użyj szczotki nylonowej i odtłuszczacza. Przepłucz ponownie wodą.
21. Jak zabezpieczyć rury przed naprężeniami?
Pozostaw luz montażowy 2–3 mm między kolankiem a tynkiem. Używaj elastycznych obejm rur.
22. Czy można montować kolanka w zewnętrznych ścianach?
Tak. Kolanko ma powłokę chroniącą przed warunkami atmosferycznymi i UV.
Kliknij tutaj, żeby przejść do sekcji FAQ. Znajdziesz w niej odpowiedzi na najczęściej zadawane pytania.
Przejdz do FAQRegionalni specjaliści

