
Kategorie
- Siłowniki Pneumatyczne
- Elektrozawory i zawory pneumatyczne rozdzielające
- Przygotowanie Sprężonego Powietrza
- Łączniki rur i przewodów
- Armatura gwintowana
- Przewody pneumatyczne
- Zawory funkcyjne, dławiące, zwrotne
- Zawory kulowe i armatura przemysłowa
- Szybkozłącza, króćce, złącza do węży
- Elektrozawory membranowe i zawory do różnych mediów
- Kompresory śrubowe i tłokowe
- Osuszacze, uzdatnianie powietrza
- Manometry
- Narzędzia pneumatyczne
- Zawory bezpieczeństwa
- Hydraulika siłowa
- Wyprzedaż
Lista podgrup: Kolana

Kolana mosiężne niklowane ZW z gwint wewnętrznym i zewnętrznym seria 80.0200
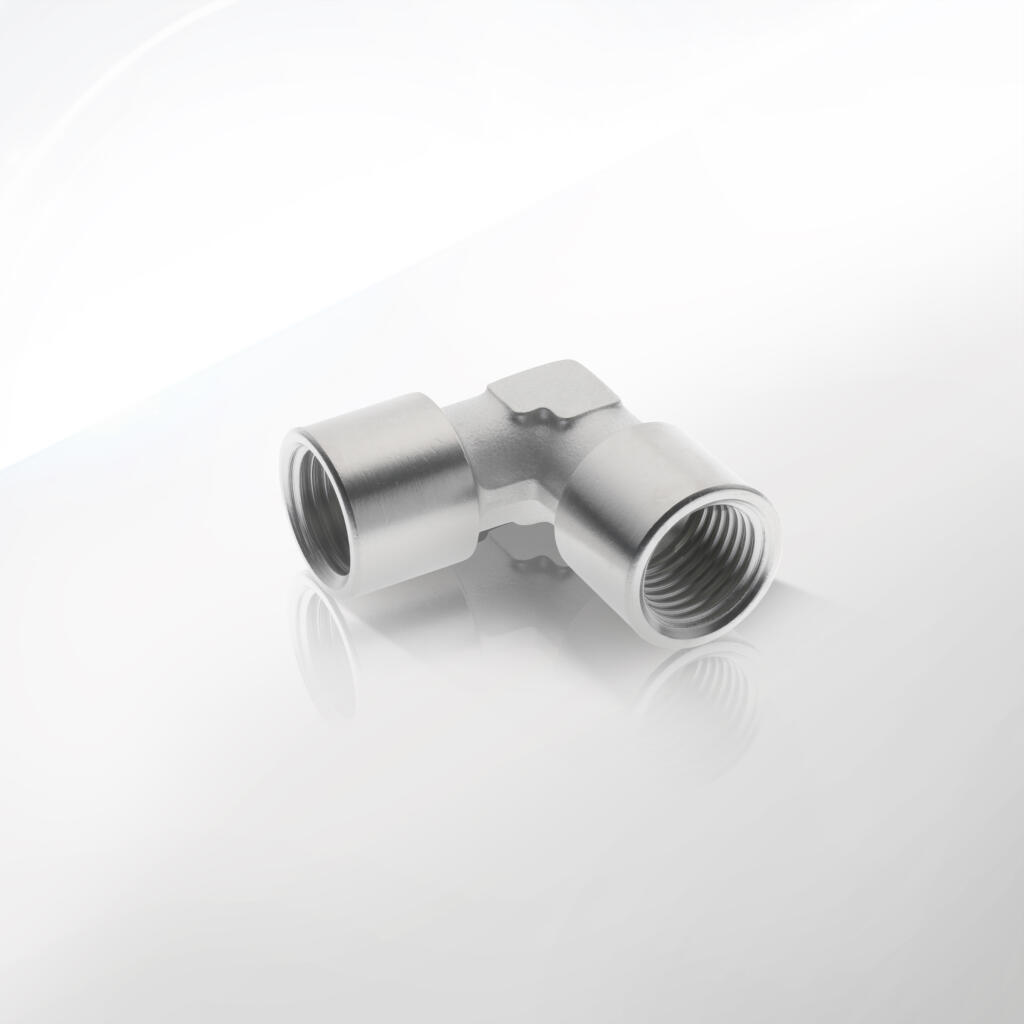
Kolana mosiężne niklowane ZZ z gwintem wewnętrznym seria 80.0203
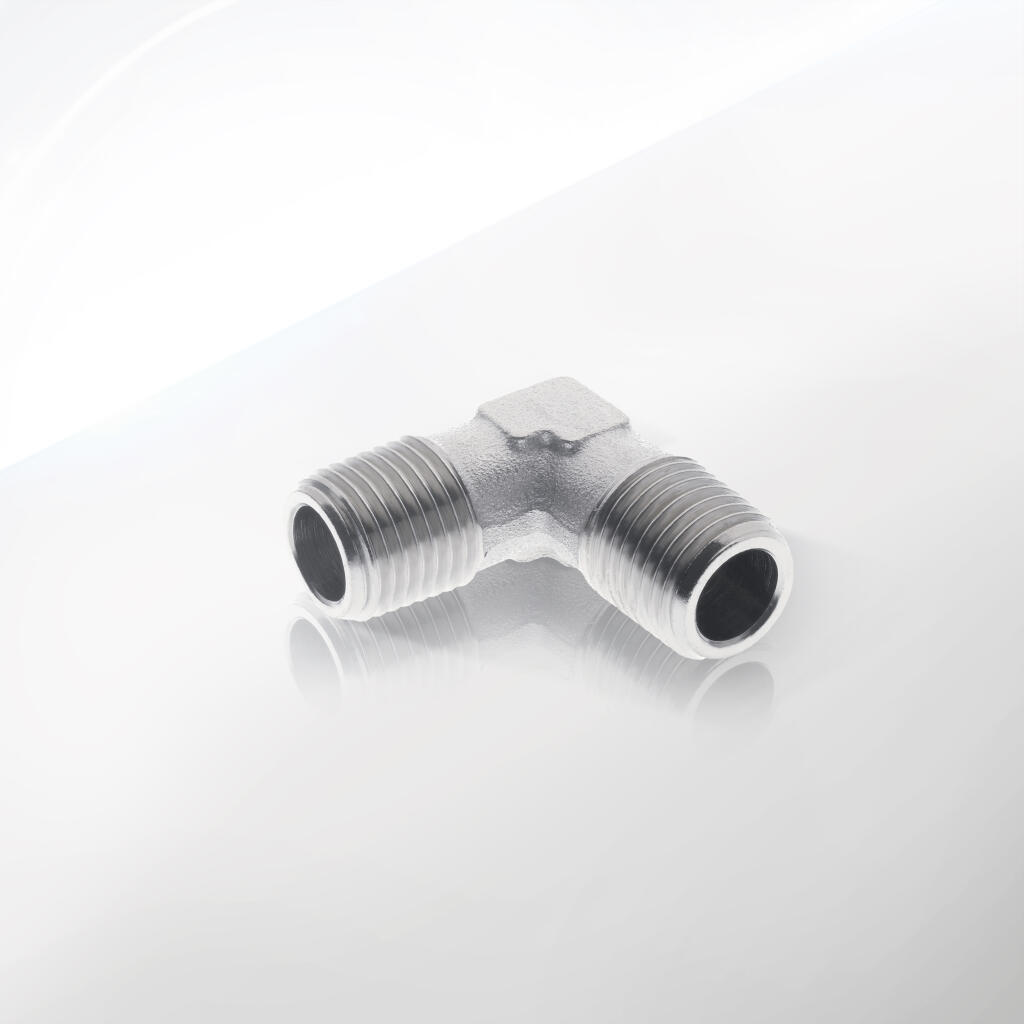
Kolana mosiężne niklowane WW z gwintem zewnętrznym seria 80.0204

Łączniki kątowe gwintowane WW z mocowaniem seria 80.0205
Kolana

Linia kolan CPP PREMA obejmuje cztery rodziny produktów. Są to: kolana mosiężne niklowane WW z gwintem zewnętrznym (seria 80.0204), ZW z gwintem wewnętrznym i zewnętrznym (seria 80.0200), ZZ z gwintem wewnętrznym (seria 80.0203) oraz łączniki kątowe WW z mocowaniem (seria 80.0205). Każdy produkt spełnia najwyższe standardy jakości i normy branżowe.
Produkty wykonujemy ze stopu mosiądzu CW617N (Cu 60–63 %, Zn 37–38 %, Pb < 0,03 %). Stop odlewamy ciśnieniowo w formach stalowych w temperaturze 900–950 °C, pod ciśnieniem formowania 80 MPa. Odgazowujemy materiał, by wyeliminować mikroporowatość. Wykańczające kucie hydrauliczne (500 t) usuwa naprężenia i zapewnia jednolitą mikrostrukturę α-Cu+Zn. Dzięki temu korpusy zachowują wytrzymałość na rozciąganie ≥ 350 MPa, odporność na zginanie ≥ 200 MPa i wydłużenie ≥ 20 % .
Gwinty frezujemy na maszynach CNC z tolerancją ± 0,02 mm. Stosujemy normę ISO 228-1 (Whitworth G). Każdy gwint ma precyzyjne fazowanie 45° × 0,8 mm, które ułatwia nakładanie uszczelek NBR lub taśmy PTFE. Wersja WW oferuje gwint zewnętrzny na obu końcach, ZW łączy gwint zewnętrzny z gwintem wewnętrznym, a ZZ posiada gwint wewnętrzny na obu końcach. Łączniki kątowe WW z mocowaniem mają gwint wewnętrzny i płytkę montażową z otworami Ø 6,5 mm na kołki M6 .
Kąty kolan wynoszą 90°. Krótka zabudowa (28–52 mm w zależności od rozmiaru) pozwala montować elementy w ciasnych przestrzeniach podtynkowych i modułowych. Promień gięcia wewnątrz wynosi 6 mm, a chropowatość Ra nie przekracza 0,8 µm. Gładki profil minimalizuje straty ciśnienia (≤ 0,15 bar przy 1 m³/h) i zapobiega odkładaniu zanieczyszczeń .
Po obróbce mechanicznej wszystkie egzemplarze trafiają na proces galwanicznego niklowania. Kąpiel siarczanowo-chlorkowa pracuje w temperaturze 45–55 °C i przy natężeniu prądu 2–3 A/dm². Czas zanurzenia wynosi 20–30 min. Uzyskujemy powłokę dyfuzyjną 2–3 µm i dekoracyjną 8–10 µm (łącznie 10–13 µm ± 2 µm) . Adhezja niklu przekracza 150 MPa (ASTM B571), a test solny (480 h) nie wykazuje śladów korozji.
Po niklowaniu powierzchnię polerujemy mechanicznie tarczą korundową (gradacja 220) i papierem P 400 przy 1 500 obr./min. Osiągamy połysk lustra ≥ 90 % (ASTM B571). Gotowe elementy zachowują estetyczny połysk i odporność na zarysowania. Usunięcie zabrudzeń wymaga jedynie miękkiej ściereczki .
Na korpusach laserowo grawerujemy logo CPP PREMA, numer katalogowy (np. 80.0204, 80.0200, 80.0203, 80.0205), oznaczenie gwintu i numer partii. Grawer pozostaje trwały w trakcie montażu i eksploatacji. Gwarantuje łatwą identyfikację produktu na budowie lub w magazynie .
Przed wysyłką każdy element przechodzi:
Test hydrauliczny – ciśnienie 24 bar przez 5 min,
Test elektromagnetyczny – detekcja mikropęknięć przy 16 bar,
Kontrolę wizualną powłoki i graweru.
Wyniki archiwizujemy, a klient otrzymuje deklarację CE i atesty PN-EN ISO 228-1, PN-EN 12164, RoHS, REACH, DVGW, WRAS, ACS .
Kolana pakujemy w kartony zbiorcze (25 szt. – serie 80.0204, 80.0203, 80.0205; 50 szt. – seria 80.0200). Wymiary kartonów to odpowiednio 250×200×150 mm lub 200×150×100 mm. Wkładki z pianki PE amortyzują wstrząsy. Na etykiecie umieszczamy numer partii, datę produkcji i ilość sztuk. Dołączamy instrukcję montażu PL/ENG oraz rysunki CAD 2D/3D .
Zakres pracy kolan wynosi od –20 °C do +120 °C, krótkotrwale do +150 °C (≤ 10 bar). Testy mrozoodporności do –30 °C potwierdzają brak pęknięć. Jednostkowa waga elementów waha się od 45 g (G 1/8) do 120 g (G 1), co ułatwia transport i montaż bez obciążania ścian .
Kolana CPP PREMA łączą wytrzymałość mosiądzu, precyzję CNC i ochronę galwaniczną. Świetnie sprawdzają się w instalacjach wodnych, grzewczych, gazowych i pneumatycznych, w budownictwie modułowym, obiektach komercyjnych i mobilnych. Każdy detal powstaje zgodnie z koncepcją zrównoważonego rozwoju – mosiądz jest w 100 % recyklingowalny, a proces niklowania odbywa się w obiegu zamkniętym .
Kolanka mosiężne niklowane serii 80.0204, 80.0200, 80.0203, 80.0205 od CPP PREMA do instalacji pneumatycznych
Kolanka mosiężne niklowane serii 80.0204 (WW z gwintem zewnętrznym) są idealne do instalacji pneumatycznych wymagających kątowych, trwałych połączeń gwintowanych. Umożliwiają zmianę kierunku przepływu sprężonego powietrza o 90°, zapewniając pełną szczelność.
W systemach pneumatycznych kolanka 80.0204 łączą przewody w warsztatach, halach produkcyjnych i liniach montażowych. Niklowana powłoka chroni przed wilgocią i zanieczyszczeniami, przedłużając żywotność instalacji. Montaż jest szybki – instalator stosuje taśmę PTFE lub pastę uszczelniającą. Połączenia wytrzymują ciśnienie robocze do 16 bar, a podczas testów krótkotrwale do 24 bar.
W układach pneumatyki przemysłowej kolanka serii 80.0204 prowadzą przewody sprężonego powietrza do narzędzi i maszyn. Łączą rury stalowe, miedziane i PE-X. Gładki profil wewnętrzny (Ra 0,8 µm) minimalizuje turbulencje i spadki ciśnienia, zapewniając stabilną pracę urządzeń.
W systemach sterowania pneumatycznego kolanka 80.0204 spełniają normę PN-EN 331. Zewnętrzny gwint gwarantuje ścisłe dokręcenie złączki, eliminując ryzyko wycieków. Elementy działają niezawodnie przez wiele lat eksploatacji.
W przemyśle motoryzacyjnym kolanka 80.0204 stosuje się w systemach pneumatycznych myjni pojazdów ciężarowych i linii produkcyjnych. Wytrzymują tysiące cykli ciśnienia, a niklowana powłoka chroni przed olejami i smarami.
W instalacjach klimatyzacji przemysłowej kolanka 80.0204 łączą przewody sprężonego powietrza w jednostkach sterujących. Nikiel zabezpiecza przed kondensacją i korozją, umożliwiając wielokrotny montaż i demontaż bez uszkodzenia powłoki.
W przemyśle chemicznym i spożywczym kolanka 80.0204 pracują w liniach pneumatycznych CIP (Cleaning-in-Place). Galwaniczny nikiel chroni stop mosiądzu przed działaniem lekkich kwasów i zasad, a gładki profil wewnętrzny ułatwia czyszczenie parą wodną.
W systemach automatyki i robotyki kolanka 80.0204 zapewniają precyzyjne połączenia w panelach sterujących. Wytrzymują zmienne warunki ciśnienia i temperatury, wspierając niezawodność układów.
W instalacjach warsztatowych kolanka 80.0204 służą do podłączeń narzędzi pneumatycznych, zaworów i węży. Ich kompaktowe wymiary umożliwiają montaż w ciasnych przestrzeniach, a niklowana powłoka zapewnia estetyczny wygląd.
Kolanka mosiężne niklowane ZW serii 80.0200 (gwint wewnętrzny i zewnętrzny) oferują większą uniwersalność, umożliwiając łączenie różnych średnic gwintów w systemach pneumatycznych. Redukują potrzebę stosowania adapterów, przyspieszając montaż w warsztatach i liniach produkcyjnych.
Kolanka niklowane ZZ serii 80.0203 (gwint wewnętrzny po obu stronach) są przeznaczone do naściennych punktów przyłączeniowych w warsztatach, laboratoriach i halach produkcyjnych. Zapewniają schludne połączenia dla przewodów elastycznych i węży pneumatycznych.
Łączniki kątowe WW z mocowaniem serii 80.0205 montuje się jako stałe punkty przyłączy w ścianach. Sprawdzają się w systemach pneumatycznych do zasilania narzędzi i urządzeń. Płytka montażowa przenosi obciążenia, a niklowana powłoka ułatwia utrzymanie czystości w obiektach przemysłowych i komercyjnych.
W laboratoriach i obiektach medycznych wszystkie rodziny kolan CPP PREMA (80.0204, 80.0200, 80.0203, 80.0205) zapewniają wymagane atesty. Wytrzymują procesy sterylizacji chemicznej i wysokie temperatury, zachowując szczelność w systemach sprężonego powietrza.
W budownictwie modułowym kolanka CPP PREMA montuje się seryjnie w prefabrykowanych panelach ściennych. Gotowe moduły są transportowane na plac budowy, gdzie podłączenie do sieci pneumatycznej zajmuje minuty, minimalizując ryzyko błędów.
W zabudowach pojazdów serwisowych i mobilnych warsztatach niklowane kolanka CPP PREMA łączą przewody pneumatyczne do narzędzi i urządzeń. Lekka konstrukcja (45–120 g) i odporność na drgania sprawiają, że nadają się do cienkich ścianek.
W rolnictwie i ogrodnictwie kolanka CPP PREMA stosuje się w systemach pneumatycznych do sterowania nawadnianiem i maszynami rolniczymi. Gładki profil wnętrza i powłoka niklowa zapobiegają zapychaniu i korozji.
W przemyśle maszynowym kolanka łączą układy pneumatyczne w systemach smarowania i chłodzenia. Niklowana powłoka wytrzymuje oleje mineralne i syntetyczne, zapewniając szczelność i trwałość.
Kolanka CPP PREMA to uniwersalne rozwiązanie dla pneumatyki, automatyki, motoryzacji, przemysłu chemicznego, spożywczego, medycznego, modułowego i rolniczego. Łączą precyzję wykonania, trwałość stopu mosiądzu i estetykę galwanicznego niklu, spełniając wymagania najbardziej zaawansowanych projektów.
Poniższa sekcja prezentuje pełne parametry techniczne kolanek mosiężnych niklowanych CPP PREMA z serii 80.0200, 80.0203, 80.0204 i 80.0205. Znajdziesz tu wymiary, tolerancje, właściwości mechaniczne, warunki pracy, parametry powłoki niklowej, opory przepływu, momenty dokręcenia, masy i dane opakowań. Wszystkie wartości wynikają z badań prowadzonych zgodnie z normami ISO, PN-EN i ASTM.
1. Średnice nominalne i warianty
Wszystkie cztery rodziny (WW 80.0204, ZW 80.0200, ZZ 80.0203, WW z mocowaniem 80.0205) dostępne są w sześciu rozmiarach gwintu Whitworth G zgodnych z ISO 228-1:
G 1″ – Ø 33,3 mm ± 0,15 mm
G 3/4″ – Ø 26,4 mm ± 0,15 mm
G 1/2″ – Ø 20,9 mm ± 0,15 mm
G 3/8″ – Ø 16,7 mm ± 0,15 mm
G 1/4″ – Ø 13,2 mm ± 0,15 mm
G 1/8″ – Ø 9,7 mm ± 0,15 mm
Dokładność pomiaru każdej średnicy to 0,01 mm, weryfikowana suwmiarką cyfrową .
2. Grubości ścianek i struktura wewnętrzna
Grubość ścianki korpusu: 2,5–3,2 mm
Grubość przy gwincie: 2,0–2,6 mm
Pomiary prowadzimy mikrometrem z dokładnością 0,01 mm .
Profil wewnętrzny ma promień gięcia R = 4 mm (serie ZW/WW) lub 6 mm (serie WW z mocowaniem/ZZ) oraz chropowatość Ra ≤ 0,8 µm. Gładkie ściany ograniczają opory przepływu i osadzanie zanieczyszczeń .
3. Gwinty i fazowanie
Typ gwintu: Whitworth G (gwint zewnętrzny i/lub wewnętrzny)
Skok gwintu:
11,5 mm (G 1″)
14,2 mm (G 3/4″)
Pozostałe zgodnie z ISO 228-1
Fazowanie wejścia: kąt 45° o długości 0,8 mm
Dokładność obróbki: ± 0,02 mm (CNC)
Tolerancje wymiarowe:
średnica nominalna ± 0,15 mm
skok gwintu ± 0,02 mm
fazowanie ± 0,05 mm
Takie parametry gwarantują łatwy montaż uszczelek NBR lub taśmy PTFE i pełną szczelność połączenia .
4. Właściwości mechaniczne
Stop CW617N, z którego wykonano korpusy, spełnia wymogi PN-EN 12164:
Wytrzymałość na rozciąganie: ≥ 350 MPa
Odporność na zginanie: ≥ 200 MPa
Wydłużenie przy zerwaniu: ≥ 20 %
Twardość mosiądzu: HB 80–120 (obciążenie 10 kg)
Twardość niklu: HV 450
Badania przeprowadzamy według norm PN-EN 12164 i ASTM .
5. Parametry powłoki niklowej
Kąpiel: siarczanowo-chlorkowa
Temperatura: 45–55 °C
Natężenie prądu: 2–3 A/dm²
Czas zanurzenia: 20–30 min
Warstwa dyfuzyjna: 2–3 µm
Warstwa dekoracyjna: 8–10 µm
Grubość łączna powłoki: 10–13 µm ± 2 µm
Adhezja: > 150 MPa (ASTM B571)
Test solny: 480 h, 35 °C, 95 % RH, brak ubytków
Powłoka chroni mosiądz przed korozją elektrochemiczną, ścieraniem oraz wpływem agresywnych środowisk .
6. Ciśnienia robocze i testy szczelności
Ciśnienie nominalne: 16 bar
Ciśnienie testowe hydrauliczne: 24 bar (5 min)
Test elektromagnetyczny: 16 bar (wykrycie mikropęknięć)
Wyniki testów archiwizujemy w raportach jakości {{}}.
7. Zakres temperatur pracy
Praca ciągła: od –20 °C do +120 °C
Krótkotrwałe szoki: do +150 °C (ciśnienie ≤ 10 bar)
Odporność na cykle termiczne: ± 30 °C bez utraty szczelności
Testy mrozoodporności do –30 °C potwierdzają stabilność wymiarową i szczelność .
8. Opory przepływu i prędkość medium
Strata ciśnienia: ≤ 0,15 bar przy przepływie 1 m³/h
Maks. prędkość przepływu: 2 m/s
Gładki profil i promień gięcia ograniczają turbulencje i hałas w instalacjach hydraulicznych .
. Moment dokręcenia
G 1″ i G 3/4″: 20–25 Nm
G 1/2″, G 3/8″, G 1/4″, G 1/8″: 10–15 Nm
Zalecamy użycie klucza dynamometrycznego. Odpowiedni moment eliminuje ryzyko uszkodzenia gwintu lub powłoki .
10. Masy jednostkowe
G 1″: 120 g
G 3/4″: 110 g
G 1/2″: 95 g
G 3/8″: 80 g
G 1/4″: 60 g
G 1/8″: 45 g
Niska waga ułatwia transport, montaż i nie obciąża konstrukcji nośnej .
11. Opakowanie i etykietowanie
Kolanka WW 80.0204, ZZ 80.0203, WW 80.0205: karton zbiorczy 25 szt, wymiary 250×200×150 mm
Kolanka ZW 80.0200: karton 50 szt, wym. 200×150×100 mm
Wkładki: pianka PE
Etykieta: numer katalogowy, rozmiar, numer partii, data produkcji
Dokumenty: instrukcja montażu PL/ENG, rysunki CAD 2D/3D
Karty logistyczne ułatwiają identyfikację i kompletację zamówień .
12. Kompatybilność i atesty
Gwinty: ISO 228-1, ISO 7-1
Materiały: PN-EN 12164 (mosiądz), RoHS, REACH
Instalacje gazowe: DVGW, PN-EN 331
Woda pitna: WRAS, ACS
Systemy p.poż.: testy do 24 bar
Certyfikaty: CE, ISO 9001, ISO 14001, ISO 45001
Kolanka łączą się z rurami stalowymi, miedzianymi, PE-X oraz elementami innych producentów bez adapterów .
13. Żywotność montaż-demontaż
Każdy wariant przetestowano na co najmniej 50 cykli montaż-demontaż bez utraty szczelności i zmian geometrii gwintu oraz bez uszkodzeń powłoki .
14. Środowisko pracy i odporność
Wilgotność: 0–100 % (bez kondensacji)
pH medium: 4–9
Agresywne środowiska: odporność na oleje, detergenty, lekkie kwasy i zasady
Środowisko solankowe: test salt spray 480 h
Powłoka chroni przed korozją i chemicznymi czynnikami zewnętrznymi .
Kolanka mosiężne niklowane CPP PREMA serii 80.0204, 80.0200, 80.0203 i 80.0205 powstają w zaawansowanym procesie, który obejmuje selekcję surowca, odlewanie, kucie, obróbkę CNC, odtłuszczanie, galwaniczne niklowanie, polerowanie oraz wieloetapową kontrolę jakości.
1. Stop mosiądzu CW617N
– Skład chemiczny:
Miedź (Cu): 60–63 %
Cynk (Zn): 37–38 %
Ołów (Pb): < 0,03 %
Cyna (Sn): < 0,05 %
– Zgodność z normą: PN-EN 12164
– Cechy:Wysoka obrabialność
Stabilność wymiarowa
Odporność na korozję podstawową
2. Odlewanie ciśnieniowe
– Temperatura topnienia stopu: 900–950 °C
– Ciśnienie formowania: 80 MPa
– Forma: stalowa, powłoka antyadhezyjna
– Odgazowanie stopu: kąpiel solankowa przed wtryskiem
– Efekt: gładkie powierzchnie, brak porowatości, powtarzalność wymiarów
3. Kucie wykańczające
– Prasa hydrauliczna: 500 t
– Cel: usunięcie naprężeń wewnętrznych, wzmocnienie mikrostruktury
– Tolerancja wymiarowa: ± 0,1 mm
– Rezultat: jednorodna struktura krystaliczna, wielkość ziarna 50–150 µm
4. Obróbka CNC
– Frezowanie gwintów: tolerancja ± 0,02 mm
– Wytaczanie fazowania: kąt 45° długości 0,8 mm
– Kontrola dokładności: skanowanie laserowe programu obróbki, weryfikacja po każdej partii
– Chłodziwo: bez azotanów
– Korzyść: precyzyjne gwinty, minimalne ryzyko nieszczelności
5. Odtłuszczanie i czyszczenie
– Odtłuszczacz: alkohol etylowy ili izopropylowy
– Płukanie: woda dejonizowana
– Suszenie: sprężone powietrze 2 bar
– Usuwanie opiłków: szczotka nylonowa
– Cel: idealna przyczepność powłoki niklowej
6. Galwaniczne niklowanie
– Kąpiel: siarczanowo-chlorkowa
– Temperatura: 45–55 °C
– Natężenie prądu: 2–3 A/dm²
– Czas zanurzenia: 20–30 min
– Powłoka dyfuzyjna: 2–3 µm
– Powłoka dekoracyjna: 8–10 µm
– Łączna grubość: 10–13 µm ± 2 µm
– Adhezja: > 150 MPa (ASTM B571)
– Test solny: 480 h, 35 °C, 95 % wilgotności – brak ubytków
7. Polerowanie mechaniczne
– Ścierniwo: korund, gradacja 220
– Papier ścierny: P400
– Prędkość tarczy: 1 500 obr./min
– Wynik: połysk lustra ≥ 90 % (ASTM B571)
8. Kontrola mikrostruktury i składu
– Mikroskopia metalograficzna: 200×
– Wielkość ziarna: 50–150 µm
– Analiza OES: kontrola zawartości Cu, Zn, Pb, Sn, tolerancja ± 0,5 %
9. Badania tribologiczne i twardości
– Twardość mosiądzu: HB 80–120 (obciążenie 10 kg)
– Twardość niklu: HV 450
– Test Taber: utrata masy ≤ 10 mg/1000 obr. – wysoka odporność na ścieranie
10. Odporność chemiczna i korozyjna
– Salt spray: 480 h – brak korozji podpowłokowej
– 5 % NaCl: 500 h – brak zmian
– Zakres pH: 4–9 – stabilność powłoki
– Test z olejami mineralnymi: brak degradacji
11. Recykling i ekologia
– Recykling mosiądzu: 100 % recyklingowalny
– Galwanizacja: obieg zamknięty, filtracja co 8 h
– Odtłuszczacze: biodegradowalne
– Certyfikat: ISO 14001
12. Atesty i certyfikaty
– PN-EN ISO 228-1: gwinty Whitworth
– PN-EN 12164: mosiądz
– ASTM B571: powłoka, połysk
– RoHS, REACH: brak substancji niebezpiecznych
– DVGW, PN-EN 331: instalacje gazowe
– WRAS, ACS: woda pitna
– ISO 9001, ISO 45001: systemy zarządzania
– CE: deklaracja zgodności
Poniższa instrukcja montażu obejmuje wszystkie kroki niezbędne do prawidłowego zamocowania kolanek CPP PREMA z serii 80.0200, 80.0203, 80.0204 oraz 80.0205. Używaj krótkich zdań. Działaj aktywnie. Stosuj słowa semantycznie powiązane z montażem, uszczelnieniem i serwisem.
1. Przygotowanie miejsca pracy
Przygotuj suche i czyste stanowisko montażowe. Usuń kurz, pył i resztki tynku. Zabezpiecz podłoże folią lub matą ochronną. Upewnij się, że ściana jest nośna i prosta. Zapewnij dobre oświetlenie. Ustaw wygodnie stół z narzędziami. Zabezpiecz przewody i instalacje przed przypadkowym uszkodzeniem .
2. Niezbędne narzędzia i materiały
Przygotuj wszystkie narzędzia przed rozpoczęciem montażu:
Wiertarkę z udarem i wiertło Ø 6,5 mm.
Kołki rozporowe M6 i śruby M6 × 60 mm.
Klucz nastawny lub płaski 19 mm.
Klucz dynamometryczny 10–25 Nm.
Taśmę PTFE klasy F4 lub pastę uszczelniającą NBR.
Szczotkę nylonową do gwintów.
Ściereczki z mikrofibry i papierowe ręczniki.
Alkohol izopropylowy lub odtłuszczacz.
Poziomicę i ołówek.
Młotek gumowy.
Rękawice i okulary ochronne .
3. Weryfikacja części
Wyjmij kolanko z opakowania. Sprawdź grawer laserowy: logo CPP PREMA, numer serii (80.0200, 80.0203, 80.0204, 80.0205) i rozmiar gwintu (G1, G3/4, G1/2, G3/8, G1/4, G1/8). Skontroluj gwint wewnętrzny i zewnętrzny pod kątem uszkodzeń. Odrzuć elementy z zadrapaniami, pęknięciami lub deformacjami. Zaplanuj kolejność montażu, aby unikać pomyłek .
4. Wyznaczenie lokalizacji otworów
Zmierz i zaznacz na ścianie punkty montażowe. Użyj poziomicy, by zapewnić idealną poziomość. Dwa otwory montażowe na płytce rozstaw je w odległości 50 mm od siebie. Zaznacz miejsca ołówkiem. Dokładność ±0,5 mm gwarantuje prawidłowe wypoziomowanie kolanka .
5. Wiercenie otworów
Załóż wiertło Ø 6,5 mm. Wywierć otwory na głębokość około 60 mm, zachowując kąt prosty. Wydmuchaj pył sprężonym powietrzem lub pozamiataj ręcznie. Wbij kołki rozporowe M6 aż do równo z powierzchnią ściany .
6. Montaż płytki mocującej
Nałóż płytkę montażową kolanka na kołki. Włóż śruby M6 × 60 mm. Dociśnij ręcznie. Użyj klucza nastawnego, by wstępnie ustawić element, nie stosując pełnego momentu dokręcenia. Dzięki temu będziesz mógł później wyrównać płytkę .
7. Poziomowanie i wyrównanie
Przyłóż poziomicę do płytki. Sprawdź poziom w dwóch osiach. Jeśli odchyłka przekracza 0,5 mm, poluzuj śruby i popraw położenie. Dociśnij, aż płytka będzie idealnie wypoziomowana. Dokładność na tym etapie jest kluczowa dla estetyki i szczelności połączenia .
8. Ostateczne dokręcenie śrub montażowych
Ustaw klucz dynamometryczny na 6–8 Nm. Dociągnij każdą śrubę jednym, stałym ruchem. Unikaj wielokrotnego dokręcania – nadmierny moment może uszkodzić płytkę lub korpus kolanka .
9. Czyszczenie i odtłuszczenie gwintów
Przetrzyj gwinty korpusu i przewodu ściereczką z mikrofibry. Spryskaj odtłuszczaczem. Wyczyść szczotką nylonową, usuwając opiłki i pozostałości środków odlewniczych. Po odtłuszczeniu przetrzyj suchą szmatką i odczekaj 30 s na odparowanie alkoholu .
10. Aplikacja uszczelnienia
Nałóż taśmę PTFE lub pastę uszczelniającą. Taśmę nawijaj w kierunku gwintu, wykonując 3–4 zwoje. Zostaw 1–2 zwoje wolne przy krawędzi. Pastę nakładaj cienką i równomierną warstwą. Pęknięcia i przerwy mogą prowadzić do nieszczelności .
11. Wstępne ręczne wkręcenie kolanka
Wsuń kolanko w płytkę montażową. Wkręcaj ręcznie, aż poczujesz opór. Sprawdź osiowość — kolanko musi wchodzić równo, bez krzyżowania gwintu. Ręczne wstępne wkręcenie ustawia element w osi i ułatwia końcowe dokręcenie .
12. Dokręcenie kluczem nastawnym
Załóż klucz nastawny na korpus. Dociągnij element tak, by pozostał stabilny, ale jeszcze nie w pełni dokręcony. Ten krok przygotowuje kolanko do finalnego dokręcenia momentem—a unikniesz wygięcia płytki.
13. Finalne dokręcenie kluczem dynamometrycznym
Ustaw klucz dynamometryczny na zalecany moment (10–15 Nm dla mniejszych gwintów, 20–25 Nm dla G1 i G3/4). Dociągnij kolanko do kliknięcia klucza. Dzięki temu uzyskasz optymalne uszczelnienie bez przeciążeń gwintu .
14. Test ciśnieniowy
Zamknij zawór główny. Podłącz ciśnieniową pompę testową. Podnieś ciśnienie do 16 bar. Utrzymaj przez 5 min. Obserwuj połączenie przy kolanku. Użyj roztworu mydlanego lub detektora wycieków. Brak bąbelków potwierdza szczelność .
15. Eliminacja nieszczelności
W razie wykrycia wycieku obniż ciśnienie do zera. Poluzuj kolanko o pół obrotu. Usuń starą taśmę i oczyść gwint. Nałóż nowe uszczelnienie. Wkręć ponownie i dokręć zalecanym momentem. Powtórz test ciśnieniowy.
16. Odpowietrzenie instalacji
Otwórz odpowietrznik na najwyższym punkcie instalacji. Pozwól powietrzu wydostać się z sieci. Zamykanie odpowietrznika po zakończeniu procesu zapobiega pulsacjom i hałasom.
17. Czyszczenie powierzchni
Usuń resztki pasty i taśmy. Przetrzyj powierzchnię miękką ściereczką z mikrofibry. Jeśli powłoka zachlapie się odtłuszczaczem, wypoleruj do połysku.
18. Kontrola końcowa
Sprawdź grawer laserowy i oznaczenie gwintu. Oceń stan powłoki. Skontroluj wypoziomowanie i pion. Zweryfikuj prawidłowy montaż w dokumentacji.
19. Dokumentacja montażowa
Zanotuj datę, lokalizację i moment dokręcenia. Dołącz zdjęcia połączenia i wyniki testu ciśnieniowego. Zachowaj w archiwum klienta protokół montażowy .
20. Harmonogram serwisu i konserwacji
Zalecaj kontrolę szczelności co 12 miesięcy (instalacje wodne) i co 6 miesięcy (gazowe). Przetrzyj powłokę ściereczką. Sprawdź momenty dokręcenia i stan uszczelek. Wymieniaj uszczelki co 2–3 lata .
21. Wskazówki dodatkowe i bezpieczeństwo
– Używaj taśmy gazowej w miejscach o wysokiej wilgotności.
– Zachowaj min. 10 mm odstępu od przewodów elektrycznych.
– Nie stosuj narzędzi udarowych podczas finalnego dokręcania.
– Noś rękawice i okulary ochronne. Wyłącz dopływ wody i prądu przed montażem .
22. Typowe błędy montażowe
– Zbyt głębokie wiercenie uszkadzające przewody.
– Niedokładne poziomowanie płytki.
– Pominięcie odtłuszczenia gwintów.
– Niewłaściwy moment dokręcenia.
1. Jak dobrać właściwy rozmiar kolanka mosiężnego niklowanego CPP PREMA?
Zmierz średnicę wewnętrzną rury suwmiarką cyfrową. Porównaj wynik z średnicą nominalną G1, G3/4, G1/2, G3/8, G1/4 lub G1/8. Wybierz kolanko o tej samej średnicy nominalnej. Upewnij się, że tolerancja ±0,15 mm mieści się w granicach pomiaru .
2. Jaka jest różnica między seriami WW, ZW, ZZ i WW z mocowaniem?
WW ma gwint zewnętrzny na obu końcach. ZW łączy gwint zewnętrzny z wewnętrznym. ZZ oferuje gwint wewnętrzny na obu końcach. WW z mocowaniem dodaje płytkę montażową do stabilnego zamocowania na ścianie .
3. Czy wszystkie serie nadają się do wody pitnej?
Tak. Stop mosiądzu CW617N ma atesty WRAS i ACS. Niklowana powłoka nie migruje do medium. Produkty spełniają normy PN-EN 12164 i RoHS. Możesz je stosować w instalacjach wody użytkowej i pitnej .
4. Jak przygotować gwint przed montażem?
Oczyść gwint szczotką nylonową. Usuń opiłki i zanieczyszczenia. Spryskaj odtłuszczaczem na bazie alkoholu izopropylowego. Wyczyść suchą ściereczką i odczekaj około 30 s, aż odparuje. Procedura gwarantuje idealną przyczepność uszczelnienia .
5. Czy stosować taśmę PTFE czy pastę uszczelniającą?
Możesz użyć każdego z osobna. Taśma PTFE daje szybkie uszczelnienie, pasta NBR wypełnia mikronierówności gwintu. Kombinacja obu zwiększa pewność szczelności. Użyj maksymalnie dwóch warstw taśmy i cienkiej warstwy pasty .
6. Jaki moment dokręcenia wybrać dla różnych rozmiarów?
Dla G1 i G3/4 stosuj 20–25 Nm. Dla G1/2, G3/8, G1/4 i G1/8 stosuj 10–15 Nm. Użyj klucza dynamometrycznego. Ten zakres eliminuje przekręcenie gwintu i uszkodzenie powłoki .
7. Jak przeprowadzić test ciśnieniowy po montażu?
Zamknij zawory odpowietrzające. Podłącz pompę testową. Podnieś ciśnienie do 16 bar. Utrzymaj przez 5 min. Spryskaj połączenie roztworem mydlanym lub użyj detektora wycieków. Brak bąbelków potwierdza szczelność .
8. Co zrobić w razie wykrycia nieszczelności?
Obniż ciśnienie do zera. Odkręć kolanko o pół obrotu i usuń starą taśmę. Oczyść gwint szczotką nylonową. Nałóż nowe uszczelnienie i dokręć zalecanym momentem. Powtórz test ciśnieniowy, aż ustąpią wycieki .
9. Jak często kontrolować szczelność połączeń?
W instalacjach wodnych sprawdzaj szczelność co 12 miesięcy. W gazowych — co 6 miesięcy. Przeprowadzaj test ciśnieniowy i wizualną inspekcję. Regularna kontrola przedłuża żywotność systemu .
10. Czy kolanka wytrzymują wysokie temperatury?
Pracują ciągle od –20 °C do +120 °C. Krótkotrwale wytrzymują do +150 °C przy ciśnieniu ≤ 10 bar. Testy mrozoodporności do –30 °C potwierdzają brak uszkodzeń i utrzymanie szczelności .
11. Jak ograniczyć turbulencje i osadzanie zanieczyszczeń wewnątrz kolanka?
Wnętrze ma promień gięcia 4 mm lub 6 mm i chropowatość Ra ≤ 0,8 µm. Gładki profil zamyka przepływ bez zakłóceń. Dzięki temu utrzymasz niskie straty ciśnienia ≤ 0,15 bar przy 1 m³/h .
12. Czy powłoka niklowa migruje do medium?
Nie. Galwaniczny nikiel nie uwalnia jonów do wody ani gazu. Atesty WRAS i ACS potwierdzają bezpieczeństwo kontaktu z wodą pitną .
13. Czy kolanka można montować w niskich temperaturach?
Tak. Testy do –30 °C nie wykazały pęknięć ani utraty szczelności. Materiał zachowuje właściwości mechaniczne nawet przy mrozie .
14. Jak montować kolanka WW z mocowaniem (seria 80.0205)?
Wyznacz otwory montażowe Ø 6,5 mm. Wykonaj wiercenie. Włóż kołki M6 i przykręć płytkę wstępnie. Poziomuj i dokręć śruby momentem 6–8 Nm. Dalszy montaż gwintu wykonaj według standardowej procedury uszczelniania .
15. Czy mogę wielokrotnie demontować i montować kolanka?
Tak. Kolanka projektujemy na minimum 50 cykli montaż-demontaż bez utraty szczelności. Po każdym demontażu usuń starą taśmę i nałóż nowe uszczelnienie .
16. Jak czyścić i konserwować powłokę niklową?
Przetrzyj miękką ściereczką z mikrofibry raz na pół roku. Użyj łagodnego odtłuszczacza w razie plam. Unikaj środków ściernych i papieru ściernego .
17. Czy kolanka sprawdzą się w instalacjach gazowych?
Tak. Spełniają normy DVGW i PN-EN 331. Montuj z taśmą gazową T plus. Testy ciśnieniowe eliminuje ryzyko wycieków gazu .
18. Jak chronić gwinty przed korozją elektrochemiczną?
Stosuj izolację z PTFE lub tuleje z tworzywa między mosiądzem a stalą. Zapobiegniesz prądom bimetalicznym i korozji .
Regionalni specjaliści


Kliknij tutaj, żeby przejść do sekcji FAQ. Znajdziesz w niej odpowiedzi na najczęściej zadawane pytania.
Przejdz do FAQRegionalni specjaliści