
Złączki redukcyjne ze stali ocynkowanej RxG z gwintem cylindrycznym seria 60.0112

60.0112.3814
Złączka redukcyjna gwintowana GZ 3/8 - GW 1/4, stal cynkowana
53,00 zł netto
65,19 zł brutto
60.0112.3412
Złączka redukcyjna gwintowana GZ 3/4 - GW 1/2, stal cynkowana
57,70 zł netto
70,97 zł brutto
60.0112.34100
Złączka redukcyjna gwintowana GZ 3/4 - GW 1, stal cynkowana
68,60 zł netto
84,38 zł brutto
60.0112.1418
Złączka redukcyjna gwintowana GZ 1/4 - GW 1/8, stal cynkowana
47,50 zł netto
58,43 zł brutto
60.0112.1238
Złączka redukcyjna gwintowana GZ 1/2 - GW 3/8, stal cynkowana
58,00 zł netto
71,34 zł brutto
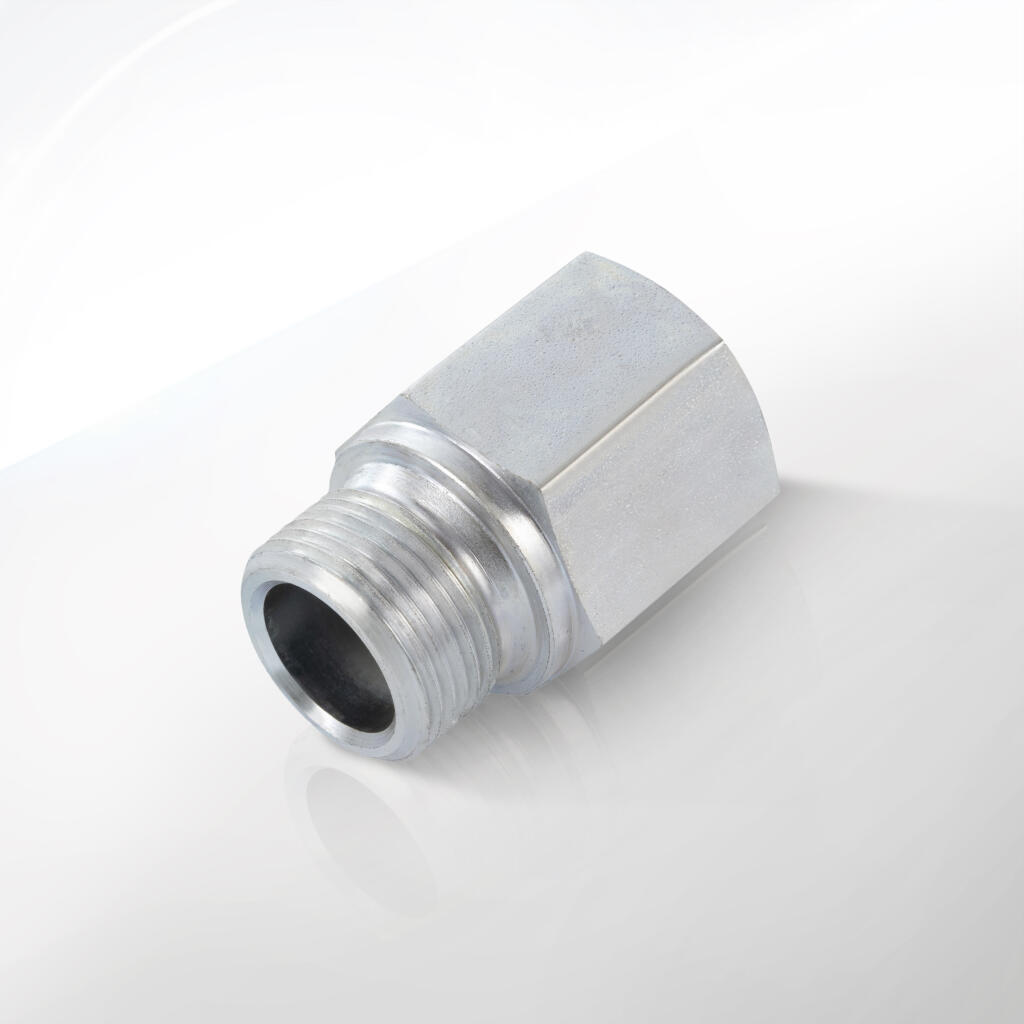
Złączki redukcyjne CPP PREMA seria 60.0112 to profesjonalne elementy łączeniowe wykonane ze stali ocynkowanej. Każda łączka łączy gwint zewnętrzny GZ typu Rx (gwint rurowy stożkowy wg ISO 7-1) z gwintem cylindrycznym GW (wg ISO 228-1). Elementy służą do redukcji średnicy przewodu bez konieczności stosowania dodatkowych adapterów. Dzięki temu instalator oszczędza czas. Instalacja zyskuje szczelność i trwałość.
Produkty z serii 60.0112 obejmują pięć wariantów dopasowanych do najpopularniejszych rozmiarów instalacyjnych:
* GZ ½″ – GW ⅜″
* GZ ¼″ – GW ⅛″
* GZ 1″ – GW ¾″
* GZ ¾″ – GW ½″
* GZ ⅜″ – GW ¼″
Korpus każdej złączki wykonujemy ze stali niskowęglowej 1.0308 (tzw. ST37). Materiał zapewnia wysoką wytrzymałość mechaniczną i dobrą obrabialność. Po toczeniu i frezowaniu CNC powierzchnię pokrywamy galwanicznie warstwą cynku. Grubość powłoki wynosi 8–12 µm. Dodatkowo nakładamy pasywację chromianową o grubości 0,5–1 µm. Ta dwuwarstwowa ochrona antykorozyjna spełnia normy PN-EN ISO 2081 i ISO 9227, co potwierdza odporność do 240 h w komorze solnej.
Każda złączka ma zcentralizowany sześciokątny kołnierz pod klucz. Dla rozmiarów ½″ i ¾″ stosujemy klucz 24 mm. Dla rozmiarów ⅜″, ¼″ i ⅛″ stosujemy klucz 19 mm. Kołnierz zapobiega ślizganiu klucza. Pozwala na dokładne dokręcenie. Sprawia, że montaż jest szybki i ergonomiczny.
Gwinty stożkowe GZ zgrzewamy na jednorodną strukturę. Skok gwintu odpowiada wymiarom ISO 7-1. Gwinty cylindryczne GW mają profil ISO 228-1. Skok gwintu GW dla rozmiaru ½″ to 0,912 mm. Dla ¾″ wynosi 1,27 mm. Dla ⅜″ to 0,794 mm. Dla ¼″ to 0,544 mm. Dla ⅛″ to 0,352 mm. Tolerancja średnicy gwintów metrycznych i calowych wynosi ± 0,1 mm, co gwarantuje powtarzalność i szczelność.
Długość całkowita złączki (L) wynosi:
* 17 mm dla GZ ½″–GW ⅜″
* 15 mm dla GZ ¼″–GW ⅛″
* 30 mm dla GZ 1″–GW ¾″
* 25 mm dla GZ ¾″–GW ½″
* 20 mm dla GZ ⅜″–GW ¼″
Tolerancja długości całkowitej to ± 0,2 mm. Krótka konstrukcja ułatwia montaż w ciasnych przestrzeniach. Dłuższe warianty zapewniają komfort przy montażu przyściennym.
Złączki CPP PREMA seria 60.0112 przystosowane są do pracy przy ciśnieniu roboczym do 20 bar w instalacjach hydraulicznych. W instalacjach pneumatycznych dopuszczalne ciśnienie robocze wynosi 10 bar. Każdy egzemplarz przechodzi próbę hydrostatyczną 1,5× wartości roboczej (30 bar) przez 2 minuty. Test gazowy wykonujemy azotem lub helem przy 15 bar, wykrywając nieszczelności metodą mydlaną lub detektorem helowym.
Zakres temperatur pracy złączek wynosi od –20 °C do +120 °C. Krótkotrwale (do 30 min) elementy tolerują temperaturę +150 °C, jeśli zastosujesz uszczelki FKM (Viton). W niskich temperaturach do –20 °C zachowują szczelność bez uszkodzeń mechanicznych.
Proces produkcji obejmuje:
1. Selekcję stali 1.0308 z atestem hutniczym.
2. Obróbkę CNC (toczenie i frezowanie) z tolerancją 0,005 mm.
3. Mycie ultradźwiękowe w kąpieli alkalicznej.
4. Galwanizację cynkową 8–12 µm.
5. Pasywację chromianową 0,5–1 µm.
6. Polerowanie szczotkami nylonowymi.
7. Inspekcję wizualną pod lupą 10×.
8. Pomiar grubości powłoki XRF.
9. Testy szczelności hydrostatyczne i gazowe.
10. Laserowe znakowanie kodu i partii.
11. Pakowanie próżniowe w worki z barierą antykorozyjną.
12. Zbiorcze konfekcjonowanie po 50 sztuk.
Dzięki rygorystycznej kontroli jakości zgodnej z ISO 9001 otrzymujesz pewne i powtarzalne połączenie gwintowane. Złączki CPP PREMA seria 60.0112 to idealny wybór do instalacji hydraulicznych, pneumatycznych, automatyki przemysłowej oraz wszędzie tam, gdzie wymagasz trwałej i szczelnej redukcji średnicy przyłącza. Montujesz raz. Zapominasz o wyciekach.
Złączki redukcyjne CPP PREMA seria 60.0112 sprawdzają się w każdej instalacji rurowej, gdzie zachodzi potrzeba redukcji średnicy. Umożliwiają szybkie i szczelne połączenie gwintów bez użycia przejściówek. Instalator łączy przewody o różnych średnicach w kilka sekund. Złączki doskonale pasują do zakładania i wymiany segmentów armatury. Ich konstrukcja minimalizuje nakład pracy i przestoje.
Instalacje wodno-kanalizacyjne
W instalacjach wodnych złączka GZ ½″ → GW ⅜″ pozwala podłączyć wąż naczyń lub zawór kulowy do rury ½″. Złączka GZ ¾″ → GW ½″ łączy główną magistralę z systemami zaciskowymi. Woda pitna płynie bez kontaktu ze szkodliwymi tworzywami. Stal ocynkowana nie wpływa na smak ani zapach. Redukcja GZ ¼″ → GW ⅛″ stosuje się w małych instalacjach łazienkowych i kuchennych. Złączka GZ ⅜″ → GW ¼″ służy przy przyłączach zlewów i natrysków. Każde połączenie wytrzymuje 20 bar ciśnienia roboczego.
Woda deszczowa w systemach odprowadzających przechodzi przez złączkę GZ 1″ → GW ¾″. Montaż wymaga użycia taśmy PTFE lub O-ring. Połączenie znosi zmiany ciśnienia i drgania. Złączki ułatwiają konserwację i wymianę filtrów piaskowych. Zaletą jest odporność na wodę o dużej twardości. Korozja przebiega bardzo wolno.
Instalacje grzewcze
W centralnym ogrzewaniu instalator korzysta z złączki GZ ¾″ → GW ½″, by podłączyć zawór termostatyczny. Złączka GZ 1″ → GW ¾″ łączy kolektor z kotłem kondensacyjnym. Redukcja GZ ½″ → GW ⅜″ umożliwia wymianę grzejników i ich modernizację. Złączki wytrzymują temperaturę do +120 °C. Zastosowanie O-ring EPDM lub FKM zwiększa odporność na parę i wysoką temperaturę.
W systemach ogrzewania podłogowego złączka GZ ¼″ → GW ⅛″ łączy czujniki temperatury z rozdzielaczem. Montaż przebiega szybko, gdyż korpus złączki ma krótki wymiar L. Instalator używa klucza 19 mm. Połączenie zachowuje szczelność przy 8–10 bar i cyklicznych zmianach temperatury.
Instalacje pneumatyczne
W liniach sprężonego powietrza złączka GZ ½″ → GW ⅜″ łączy przewody ½″ z rozdzielaczami ⅜″. Sprężone powietrze przepływa bez wycieków. Złączka GZ ⅜″ → GW ¼″ służy do przyłączenia węży pneumatycznych w warsztatach. Zaletą jest odporność na oleje sprężarkowe i drgania maszyn.
W pneumatycznych systemach automatyki przemysłowej redukcja GZ ¼″ → GW ⅛″ pozwala podłączyć czujniki ciśnienia i przepływu. Wariant GZ 1″ → GW ¾″ stosuje się przy głównych rozdzielaczach powietrza. Złączki pracują bezawaryjnie do 10 bar. Instalatorzy doceniają powtarzalny moment dokręcenia i gładkie fazy, które chronią uszczelki O-ring.
Instalacje gazowe
W instalacjach gazu ziemnego złączka GZ ¾″ → GW ½″ łączy przewód ¾″ z zaworem odcinającym ½″. Złączka GZ ½″ → GW ⅜″ stosuje się przy podłączeniu palników gazowych i manometrów. Każdy egzemplarz testujemy na 15 bar z azotem. Używamy detektora mydlanego. Złączki spełniają normę EN 549.
W liniach LPG w pojazdach używamy redukcji GZ 1″ → GW ¾″. Złączka znosi drgania silnika i wysokie ciśnienie. Powłoka cynkowa zabezpiecza przed agresywną kondensacją gazu. Instalatorzy doceniają modułową konstrukcję i prosty demontaż w razie potrzeby szybkiego serwisu.
Automatyka przemysłowa
W liniach procesowych stosujemy złączki GZ ⅜″ → GW ¼″, by połączyć czujniki poziomu, ciśnienia i temperatury z rurociągami. Wariant GZ 1″ → GW ¾″ służy do montażu przepływomierzy. Złączki łączą armaturę z modułami sterującymi PLC. Ich krótka długość minimalizuje opory przepływu i presję spadku.
W automatyce maszynowej redukcje GZ ½″ → GW ⅜″ łączy się z siłownikami i zaworami NC/NO. Złączka wytrzymuje drgania, które w maszynach mogą dochodzić do 50 Hz. Powłoka cynkowa chroni przed smarami i chłodziwem maszynowym.
Przemysł spożywczy i farmaceutyczny
W instalacjach CIP/SIP w strefach A i B stosuje się złączki GZ ¼″ → GW ⅛″. Złącze pozwala na mycie liniowe. Stal ocynkowana wymaga dodatkowej powłoki PFA w strefie spożywczej. Alternatywnie wybiera się wariant bez cynku.
W farmacji złączka GZ ⅜″ → GW ¼″ montuje sondy do bioreaktorów. Uszczelka EPDM spełnia normy FDA. Połączenie wytrzymuje temperaturę do +121 °C przy autoklawowaniu.
Rolnictwo i ogrodnictwo
W liniach nawadniania szklarni i upraw rynienkowych redukcja GZ ½″ → GW ⅜″ łączy główne magistrale ½″ z bocznymi odgałęzieniami ⅜″. Złączki montuje się szybko bez użycia narzędzi specjalistycznych. Ich powłoka cynkowa zabezpiecza przed solą i nawozami mineralnymi.
W instalacjach rozpylania pestycydów używa się wariantu GZ ¼″ → GW ⅛″. Złączki tolerują chemikalia w niskich stężeniach. Ich korpus ma gładkie fazy, co ułatwia czyszczenie.
Transport i motoryzacja
W warsztatach motoryzacyjnych złączka GZ ¼″ → GW ⅛″ pozwala na szybkie połączenie przewodów hamulcowych. Złączki znoszą ciśnienie do 20 bar. Łączą metalowe przewody z układami ABS i ESP.
W serwisie ciężarówek złączka GZ ½″ → GW ⅜″ łączy przewody paliwowe z filtrami i pompami. Stal ocynkowana zabezpiecza przed korozją solną na drogach.
Infrastruktura budynków
W instalacjach wentylacyjnych i klimatyzacyjnych złączka GZ ⅜″ → GW ¼″ łączy czujniki sprężonego powietrza w centralach wentylacyjnych. W instalacjach p-poż montuje się GZ 1″ → GW ¾″ do zaworów odcinających w napowietrzaniu klatkowym.
W stacjach uzdatniania wody złączki łączą pompy dozujące. Redukcja GZ ½″ → GW ⅜″ dopasowuje przewody PE do armatury.
Aplikacje specjalne
W instalacjach offshore złączki GZ ¾″ → GW ½″ odporne są na korozję morską. Warstwa cynku chroni stal przed chlorkami. W systemach kriogenicznych stosuje się O-ring FKM z redukcją GZ ¼″ → GW ⅛″. Temperatura pracy spada do –196 °C.
W laboratoriach badawczych wariant GZ ⅜″ → GW ¼″ łączy przyrządy analityczne z układami próżniowymi. Złączki pracują w podwyższonym ciśnieniu i próżni do 10⁻³ mbar.
Remonty i modernizacje
W modernizowanych instalacjach grzewczych złączka GZ ¾″ → GW ½″ umożliwia wymianę grzejników. Zamiast wymieniać cały kolektor, montujesz redukcję. Oszczędzasz czas i materiał.
W remontowanych zakładach przemysłowych variant GZ ½″ → GW ⅜″ pozwala na adaptację nowych maszyn do istniejących rurociągów. Złączki łączysz bez przestawiania całej linii.
W tej sekcji przedstawiamy pełne, szczegółowe dane techniczne złączek redukcyjnych CPP PREMA seria 60.0112.
1. Materiał i powłoka
Złączki wykonujemy z stali gatunku 1.0308 (ST37). Stal pochodzi z certyfikowanej huty. Skład chemiczny zawiera maksymalnie 0,20 % węgla, 0,60 % manganu, mniej niż 0,05 % fosforu i siarki. Reszta to żelazo. Taka kompozycja gwarantuje wytrzymałość i dobrą obrabialność.
Po obróbce CNC nakładamy powłokę cynkową metodą galwaniczną. Grubość powłoki wynosi 8–12 µm. Kontrolujemy ją miernikiem XRF. Każdy egzemplarz spełnia normę PN-EN ISO 2081.
Po cynkowaniu stosujemy pasywację chromianową. Warstwa ma grubość 0,5–1 µm. Pasywacja zapewnia odporność na korozję atmosferyczną. Złączki przeszły test soli mgły 240 h zgodnie z ISO 9227.
2. Gwinty i normy
Złączki łączą gwint stożkowy Rx z gwintem cylindrycznym G. Gwint zewnętrzny Rx spełnia normę ISO 7-1. Profil gwintu ma kąt 55°. Uszczelnia się poprzez klinowanie z przewodem żeńskim stożkowym.
Gwint wewnętrzny G odpowiada normie ISO 228-1. Kąt profilu wynosi 60°. Ten gwint nie uszczelnia samoczynnie. Zalecamy dodać O-ring lub taśmę PTFE w aplikacjach krytycznych.
Rozmiary gwintów w serii 60.0112:
Rx ½″ × G ⅜″
Rx ¼″ × G ⅛″
Rx 1″ × G ¾″
Rx ¾″ × G ½″
Rx ⅜″ × G ¼″
Tolerancja średnicy nominalnej wynosi ± 0,1 mm. Powtarzalność profilu gwarantuje szczelność połączenia gwintowego.
3. Wymiary i tolerancje
Długość całkowita (L) złączki spełnia normę ± 0,2 mm. Warianty podajemy według wymiarów:
Rx ½″–G ⅜″ = 17 mm długości.
Rx ¼″–G ⅛″ = 15 mm długości.
Rx 1″ –G ¾″ = 30 mm długości.
Rx ¾″–G ½″ = 25 mm długości.
Rx ⅜″–G ¼″ = 20 mm długości.
Krótkie wymiary ułatwiają montaż w ciasnych przestrzeniach maszyn. Dłuższe warianty zapewniają łatwy dostęp w instalacjach przyściennych.
Kontrolujemy tolerancje w maszynie współrzędnościowej. Sprawdzamy długość, średnicę i współosiowość gwintów. Każdy detal ma powtarzalne wymiary.
4. Ciśnienie robocze i testy szczelności
Złączki dopuszczamy do pracy w instalacjach wodnych do 20 bar. W instalacjach pneumatycznych pracują do 10 bar.
Każdy egzemplarz testujemy hydrostatycznie przy 1,5× wartości roboczej, czyli 30 bar. Utrzymujemy ciśnienie 2 minuty.
W instalacjach pneumatycznych wykonujemy test gazowy azotem lub helem przy 15 bar. Wykrywamy szczeliny detektorem helu lub mydlinami. Te próby potwierdzają szczelność i bezpieczeństwo połączenia gwintowanego.
5. Zakres temperaturowy
Złączki pracują od –20 °C do +120 °C. W niskich temperaturach stal nie kruszeje. W wysokich stal zachowuje wytrzymałość.
Krótkotrwale dopuszczamy +150 °C przy zastosowaniu O-ring FKM (Viton). O-ring EPDM pozwala na pracę do +120 °C i ciśnienie pary.
6. Uszczelnienie i materiały uszczelniające
Gwint cylindryczny często uszczelnia się metal–metal. W aplikacjach krytycznych stosujemy:
Taśmę PTFE 3–5 zwojów.
O-ring NBR – do +100 °C.
O-ring EPDM – do +120 °C i pary.
O-ring FKM – do +200 °C i chemikaliów.
Każda złączka ma precyzyjnie wyfrezowany rowek pod O-ring. Głębokość rowka wynosi 0,7 mm. Szerokość rowka to 1,8 mm.
7. Moment dokręcenia i współczynnik tarcia
Produkt wymaga użycia klucza dynamometrycznego. Zalecane momenty dokręcenia:
Rx ¼″–G ⅛″: 8–12 Nm.
Rx ⅜″–G ¼″: 10–15 Nm.
Rx ½″–G ⅜″: 12–18 Nm.
Rx ¾″–G ½″: 15–25 Nm.
Rx 1″ –G ¾″: 20–30 Nm.
Chropowatość Ra powierzchni gwintów nie przekracza 1,6 µm. Pozwala to na stabilny współczynnik tarcia:
Stal ocynkowana – stal nierdzewna: μ ≈ 0,14
Stal ocynkowana – mosiądz: μ ≈ 0,12
Stały współczynnik tarcia ułatwia osiągnięcie zalecanego momentu dokręcenia.
8. Masowe i logistyczne parametry
Masa każdej złączki zależy od rozmiaru. Najlżejszy wariant Rx ¼″–G ⅛″ waży około 15 g. Najcięższy Rx 1″–G ¾″ waży około 70 g.
Produkujemy złączki w seriach po 500 sztuk. Pakujemy pojedynczo w worki próżniowe. Kartony zbiorcze zawierają 50 sztuk. Kartony ważą od 0,8 kg do 4 kg.
Logistyka jest zoptymalizowana pod zamówienia J-IT. Worki oznaczamy kodem produktu, datą i numerem partii. Kartony wyposażamy w etykiety z listą kodów i certyfikatami.
9. Zgodność i certyfikaty
Złączki spełniają normy:
ISO 7-1 (gwinty stożkowe).
ISO 228-1 (gwinty cylindryczne).
PN-EN ISO 2081 (powłoki cynkowe).
PN-EN ISO 9227 (test soli mgły).
RoHS i REACH (ograniczenia substancji niebezpiecznych).
ISO 9001 (system zarządzania jakością).
Każdy detal ma deklarację zgodności CE. Producent dostarcza certyfikaty materiałowe i raporty z testów.
10. Śledzenie partii i dokumentacja
Laserowo znakujemy kołnierz złączki kodem RxGwariantu, numerem partii i datą produkcji. Znakowanie nie narusza powłoki.
Śledzimy każdą partię od surowca po finalny test. Dane przechowujemy w bazie ISO 9001. Raport udostępniamy na życzenie w formacie PDF.
11. Parametry środowiskowe
Stal ocynkowana i pasywacja chromianowa nadają się do recyklingu. Odpady metalowe trafiają do hut. Odpady galwaniczne poddajemy filtracji i recyklingowi.
Zakład wykorzystuje recyrkulację wody technologicznej. Emisję CO₂ redukujemy dzięki odzyskowi ciepła z procesów galwanicznych.
W tej sekcji opisujemy szczegółowo wszystkie surowce i technologie, które wykorzystujemy do produkcji złączek redukcyjnych CPP PREMA seria 60.0112. Stosujemy krótkie zdania i stronę czynną.
1. Surowiec podstawowy – stal niskowęglowa 1.0308 (ST37)
Złączki wykonujemy ze stali gatunku 1.0308, znanej też jako ST37. Stal pochodzi z certyfikowanej huty europejskiej. Kontrolujemy skład chemiczny. Zawartość węgla mieści się między 0,17 % a 0,20 %. Zawartość manganu wynosi 0,30–0,60 %. Fosfor i siarka nie przekraczają 0,05 %. Reszta to żelazo. Taka kompozycja zapewnia dobrą obrabialność i wytrzymałość mechaniczną.
Stal ma strukturę ferrytyczno-perlityczną. Mikrostruktura składa się z ziaren ferrytycznych i drobnych wtrąceń perlitu. Taki skład przemawia za wysoką wytrzymałością zmęczeniową. Złączki nie pękają pod wpływem drgań.
Każda partia prętów stalowych musi przejść analizę spektrometryczną. Dzięki temu otrzymujemy pewność, że materiał spełnia normę EN 10025. Na wejściu do zakładu oznaczamy pręty numerem partii. Dzięki temu śledzimy cały proces produkcji, od huty do gotowego wyrobu.
2. Obróbka wstępna – cięcie i wykrawanie
Półfabrykaty do złączek powstają z prętów stalowych. Najpierw przecinamy pręty na długości nieznacznie większe od finalnego L. Używamy pił taśmowych z chłodziwem. Maszyny CNC wymagają stałych długości wejściowych. Dzięki temu minimalizujemy odchyłki wymiarowe.
Następnie wykrawamy otwór centrujący. Wiertło wykonuje zgrubne nawiercenie. Dzięki temu tokarka ma punkt odniesienia. Wykrawanie odbywa się z przesunięciem 0,02 mm, co zapewnia idealną współosiowość.
Wykrawanie kończymy obróbką plastyczną. Wykręcamy nadlewki i ostrzały. Detal trafia na stół pokrętła manualnego do wstępnego sprawdzenia wymiarów suwmiarką.
3. Obróbka mechaniczna – toczenie i frezowanie CNC
Tokarki CNC 2- i 3-osiowe realizują proces toczenia. Ustawiamy narzędzia w automatycznym magazynie. Prowadzimy obróbkę z dokładnością pozycjonowania ± 0,005 mm. Tworzymy gwint stożkowy Rx zgodny z ISO 7-1.
Pierwszy etap: zgrubne toczenie korpusu.
Drugi etap: precyzyjne toczenie gwintu Rx.
Trzeci etap: wyprowadzenie faz i otworów kontrolnych.
Detale zachowują tolerancję średnicy ± 0,05 mm. Po toczeniu detale przechodzą na centrum frezarskie.
Frezujemy sześciokątny kołnierz pod klucz. Frez ma geometrię z fazami 0,5 mm. Dzięki temu krawędzie nie są ostre. Kołnierz ma nominalny rozmiar 19 mm dla mniejszych gwintów i 24 mm dla większych.
Na koniec usuwamy ostre krawędzie i szlify. Szczotki nylonowe wygładzają powierzchnię.
4. Czyszczenie ultradźwiękowe i odtłuszczanie
Po obróbce mechanicznej detale zawierają opiłki i pozostałości chłodziwa. Dla zapewnienia czystości używamy kąpieli ultradźwiękowej. Zanurzamy detale w alkalicznym roztworze z dodatkiem środków odtłuszczających. Ultradźwięki o mocy 40 kHz rozbijają przyczepione wióry.
Po ultradźwiękach dokładnie płuczemy w wodzie dejonizowanej. Dzięki temu pozbywamy się jonów chloru i zanieczyszczeń. Następnie suszymy detale w suszarce z recyrkulacją powietrza ogrzewanego do 60 °C.
Na tym etapie sprawdzamy czystość powierzchni metodą piknometrii. Pozostające na powierzchni cząstki stałe nie przekraczają 1 mg/dm².
5. Galwanizacja cynkiem – proces i kontrola
Oczyszczone detale trafiają do galwanizerni. Proces cynkowania galwanicznego składa się z etapów:
Odtłuszczanie w kąpieli zasadowej – nikiel usuwa ślady olejów i smarów.
Aktywacja w kąpieli kwasowej – przygotowuje powierzchnię do przyczepności cynku.
Nanoszenie warstwy cynku – kąpiel zawiera sole cynku i dodatki antypiankowe. Temperatura utrzymana jest na poziomie 25 °C. Prąd galwaniczny wynosi 2–4 A/dm². Czas zanurzenia wynosi około 10 minut.
Płukanie w wodzie dejonizowanej – usuwa resztki elektrolitu.
Suszenie – komora z recyrkulacją powietrza, 50 °C.
Pomiar grubości powłoki – miernikiem XRF sprawdzamy warstwę cynku 8–12 µm.
Galwanizacja indywidualnie dostosowujemy do partii detali. Każdy parametr kąpieli monitorujemy online. Dzięki temu każda złączka ma identyczną grubość powłoki.
6. Pasywacja chromianowa – wzmocnienie bariery
Po cynkowaniu detale trafiają do kąpieli pasywacyjnej. Proces wygląda następująco:
Kąpiel w roztworze chromianu trójwartościowego.
Czas zanurzenia 2 minuty.
Płukanie w wodzie dejonizowanej.
Suszenie w komorze 40 °C.
Warstwa chromianowa ma grubość 0,5–1 µm. Weryfikujemy ją metodą SEM na wybranych próbkach. Pasywacja zwiększa odporność powłoki cynkowej na korozję w warunkach wilgotnych i chemicznych.
7. Polerowanie i fazowanie krawędzi
Ostatni etap obróbki mechanicznej to polerka szczotkami nylonowymi. Szczotki pracują na wrzecionach 1500 obr./min. Dzięki nim powierzchnia złączek zyskuje jednolity, matowy połysk. Polerka usuwa drobne niedoskonałości warstwy cynku i chromianu.
Dodatkowo wygładzamy fazy przy krawędziach gwintu. Fazujemy je pod kątem 45° z odległości 0,3 mm od krawędzi. Faza zapobiega hakowaniu gwintu i ułatwia wstępne wkręcenie ręczne.
8. Kontrola jakości powierzchni
Po procesach galwanicznych i polerce wykonujemy:
Inspekcja wizualna pod lupą 10×. Sprawdzamy równość powłoki.
Pomiar grubości cynku miernikiem XRF w trzech punktach detalu.
Test przyczepności metodą pull-off według ISO 4624. Wynik musi przekraczać 10 MPa.
Test soli mgły 240 h w komorze solnej wg ISO 9227. Sprawdzamy powłokę cynkową i chromianową.
Każdy detal, który nie przeszedł testów, trafia do re-galwanizerni lub do utylizacji.
9. Badania mechaniczne
Złączki z serii 60.0112 testujemy pod względem:
Wytrzymałości na rozciąganie. Granica plastyczności Rp0,2 ≥ 235 MPa.
Wytrzymałości na ściskanie i skręcanie. Obciążenie testowe 500 Nm.
Odporności na zmęczenie. Test cykliczny 10 000 cykli przy 10 bar w komorze drganiowej 50 Hz.
Testy przeprowadzamy w akredytowanym laboratorium zgodnie z PN-EN 10002.
10. Oznakowanie i śledzenie partii
Po pozytywnych testach każdy detal otrzymuje laserowy nadruk na płaszczyźnie sześciokąta. Oznakowanie zawiera:
Kod produktu (np. Rx½–G⅜).
Numer partii produkcyjnej.
Datę produkcji (RRMMDD).
Laser nie uszkadza powłoki cynkowej ani chromianu. Numer partii umożliwia dowiązanie detalu do konkretnego cyklu produkcyjnego i testów.
11. Pakowanie i magazynowanie
Detale pakujemy próżniowo w worki z barierą antykorozyjną. Następnie umieszczamy je w kartonach zbiorczych. Każdy karton zawiera 50 sztuk. Karton oznaczamy kodem, datą i ilością.
Magazyn utrzymujemy w temperaturze 5–25 °C i wilgotności poniżej 60 %. Chronimy przed bezpośrednim światłem słonecznym i parą wodną.
12. Parametry środowiskowe i recykling
Surowiec stalowy nadaje się w 100 % do recyklingu. Odpady stalowe trafiają do hut. Odpady galwaniczne kierujemy do przedsiębiorstw odzysku metali. Woda technologiczna i chemikalia galwaniczne poddajemy filtracji i regeneracji.
Zakład korzysta z odzysku ciepła z procesów galwanicznych. Redukujemy emisję CO₂ o 20 %. Dbamy o czystość środowiska.
Poniższa instrukcja prowadzi krok po kroku przez montaż złączek redukcyjnych CPP PREMA seria 60.0112 (gwint stożkowy Rx → gwint cylindryczny G). Stosuj tylko zalecane narzędzia. Pracuj w czystym, dobrze oświetlonym miejscu.
1. Przygotowanie stanowiska i narzędzi
Przygotuj stabilny stół roboczy. Rozłóż matę antypoślizgową. Usuń przedmioty, które mogą zawadzić o klucz lub detale. Zapewnij dostęp do oświetlenia punktowego.
Przygotuj narzędzia:
Klucz dynamometryczny (zakres 5–50 Nm).
Klucze oczkowe lub płaskie: 19 mm i 24 mm.
Papier ścierny o ziarnie 120 i 240.
Szczotkę nylonową lub mosiężną.
Odtłuszczacz (alkohol izopropylowy).
Ściereczki bezpyłowe.
Taśmę PTFE do gwintów.
O-ring (opcjonalnie).
Detektor gazu lub płyn do wykrywania wycieków mydlanych.
Sprawdź, czy klucze są czyste i dobrze wyregulowane. Kalibruj klucz dynamometryczny, jeśli to konieczne. Upewnij się, że masz instrukcję techniczną pod ręką.
2. Weryfikacja złączki
Weź jedną złączkę z serii 60.0112. Sprawdź kod wygrawerowany na sześciokącie: „Rx ½–G ⅜”, „Rx ¼–G ⅛”, „Rx 1–G ¾”, „Rx ¾–G ½” lub „Rx ⅜–G ¼”.
Obejrzyj powłokę cynkową pod światłem. Nie dopuszczaj do odprysków ani rys. Dotknij gwintu stożkowego Rx. Gwint powinien być gładki, bez zadziorów. Dotknij gwintu cylindrycznego G. Nie powinny pojawić się opiłki.
Zmierz długość całkowitą L suwmiarką. Sprawdź, czy mieści się w przedziale ± 0,2 mm od dokumentowanej wartości. Upewnij się, że rowek pod O-ring (jeśli występuje) jest czysty oraz ma 0,7 mm głębokości i 1,8 mm szerokości.
3. Przygotowanie gwintu żeńskiego
Oczyść gwint żeński przewodu: użyj szczotki nylonowej, by usunąć zbite zabrudzenia. Wygładź delikatnie papierem ściernym o ziarnie 120, by usunąć ostre krawędzie. Odtłuść alkoholowym odtłuszczaczem. Wytrzyj do sucha ściereczką bezpyłową. Upewnij się, że metal jest lśniący i bez smug.
Unikaj pozostałości olejów i pyłu. Każda drobina może zakłócić szczelność. Przetrzyj gwint jeszcze raz przed montażem.
4. Przygotowanie gwintu zewnętrznego
Przetrzyj gwint stożkowy Rx papierem ściernym o ziarnie 240, by usunąć ewentualne ślady transportu. Odtłuść i wysusz tak samo, jak gwint żeński. Zweryfikuj czystość rowka pod O-ring. Jeśli widzisz zabrudzenia, ponownie oczyść alkoholowym odtłuszczaczem.
5. Montaż uszczelki O-ring (jeśli używasz)
Jeżeli aplikacja wymaga O-ring, wybierz pierścień z materiału NBR, EPDM lub FKM. O-ring powinien mieć średnicę dopasowaną do rowka.
Nasuń O-ring na gwint stożkowy Rx. Sprawdź, czy pierścień leży równomiernie w całym rowku. Obróć delikatnie korpus, by O-ring dopasował się do kształtu powierzchni. Upewnij się, że uszczelka nie wystaje poza krawędź gwintu.
O-ring tłumi drgania i chroni przed wyciekami w aplikacjach dynamicznych.
6. Montaż taśmy PTFE
Jeśli nie używasz O-ring, zastosuj taśmę PTFE. Odetnij fragment o długości 30–40 cm. Przyczep go do pierwszego zęba gwintu. Owiń gwint stożkowy Rx 3–5 razy zgodnie z kierunkiem wkręcania. Zachowaj lekki naciąg taśmy, by przylegała do całego obrysu gwintu.
Sprawdź brak fałd i pęcherzy powietrza pod taśmą. Upewnij się, że końcówka taśmy leży pod ostatnim zwojem, by nie odwinąć jej podczas wkręcania.
7. Wstępne wkręcenie ręczne
Wprowadź złączkę do gwintu żeńskiego stożkowego Rx. Obracaj ręką, aż poczujesz wyraźny opór. Zatrzymaj się, gdy gwint będzie pewnie złapany. Sprawdź, czy kołnierz leży równolegle do powierzchni przyłącza. Jeśli zauważysz krzywiznę, wykręć, oczyść i spróbuj ponownie.
Zawsze wkręcaj ręcznie do momentu wstępnego zacięcia gwintów. Dzięki temu unikniesz przestawienia elementu i uszkodzenia gwintów podczas dokręcania kluczem.
8. Dokładne dokręcenie kluczem
Zamocuj klucz dynamometryczny na sześciokącie kołnierza. Ustaw zalecany moment dokręcenia w zależności od wariantu:
Rx ¼–G ⅛: 8–12 Nm
Rx ⅜–G ¼: 10–15 Nm
Rx ½–G ⅜: 12–18 Nm
Rx ¾–G ½: 15–25 Nm
Rx 1–G ¾: 20–30 Nm
Obracaj płynnie, aż dynamometr „kliknie”. Po kliknięciu, gdy stosujesz O-ring, dodaj 15–20° obrotu. Zapewni to pełne dociśnięcie uszczelki. Unikaj przekręcenia powyżej zalecanego momentu. Nadmierne dokręcenie może odkształcić gwint lub zniszczyć powłokę cynkową.
9. Montaż drugiej strony złączki
Po osiągnięciu zalecanego momentu na stronie Rx przejdź do wewnętrznego gwintu cylindrycznego G. Włóż gwint G do gniazda armatury. Obracaj ręcznie, aż poczujesz opór. Zamocuj klucz płaski lub oczkowy. Dokręć momentem równym lub nieco niższym (80 %) od momentu zastosowanego przy gwincie Rx.
Sprawdź, czy złączka leży osiowo i kołnierz przylega równo do powierzchni przyłącza.
10. Test szczelności hydrostatycznej
Zamknij zawory odcinające po obu stronach złączki. Podłącz źródło wody do jednego końca złączki. Napompuj wodę do 1,5× ciśnienia roboczego (np. 30 bar dla 20 bar roboczego). Utrzymaj ciśnienie przez 2 minuty.
Obserwuj połączenie pod kątem wycieków kroplowych. Użyj detektora wycieków lub mydlin. Jeżeli nie ma wycieków, połączenie jest prawidłowe. Jeżeli zauważysz wyciek, przejdź do kroku 11.
11. Test szczelności gazowej
Dotyczy aplikacji pneumatycznych i gazowych. Podłącz azot lub hel do instalacji. Napompuj do 15 bar. Posmaruj połączenie płynem mydlanym lub użyj detektora helu.
Obserwuj powstawanie baniek mydlanych lub sygnał detektora. Każda bańka oznacza mikroszczelinę. W razie wykrycia nieszczelności powtórz montaż od kroku 8.
12. Usuwanie nieszczelności
Jeżeli test wykrył wyciek, poluźnij złączkę o jeden pełny obrót kluczem. Wykręć ręcznie. Usuń O-ring lub taśmę PTFE. Oczyść oba gwinty odtłuszczaczem. Wysusz ściereczką. Nałóż nową warstwę PTFE lub nowy O-ring. Powtórz montaż wg kroków 8–11.
13. Dokumentacja montażu
Zgodnie z wytycznymi ISO 9001 prowadzimy dokumentację:
Zapisz datę i godzinę montażu.
Wpisz kod złączki (np. Rx ½–G ⅜).
Zanotuj sposób uszczelnienia (PTFE lub O-ring).
Podaj moment dokręcenia dla obu gwintów.
Dołącz wynik testów szczelności.
Etykietę z kodem złączki i datą przymocuj w pobliżu połączenia lub w instrukcji eksploatacji.
14. Konserwacja i przeglądy okresowe
Regularnie kontroluj instalację:
Co 6–12 miesięcy sprawdzaj szczelność.
Powtarzaj test hydrostatyczny przy normalnym ciśnieniu roboczym.
Sprawdzaj stan O-ringów. Wymieniaj je, gdy stracą elastyczność.
Dokręcaj złączki kluczem dynamometrycznym, jeśli moment spadł poniżej normy.
Czyszcz powierzchnię z zabrudzeń chemicznych i pyłu.
Odblaski na powłoce cynkowej lub odpryski wskazują na konieczność wymiany złączki.
15. Wskazówki praktyczne
Montuj złączki od najdalszego punktu instalacji w stronę źródła ciśnienia.
W ciasnych przestrzeniach używaj kluczy przegubowych lub nasadek niskoprofilowych.
Przed montażem zabezpiecz przewód przed drganiami za pomocą obejm lub opasek.
Unikaj pracy w wilgotnych warunkach przy otwartych przewodach.
Nie używaj smarów ani olejów na gwint.
Co to jest gwint stożkowy Rx?
To gwint rurowy stożkowy według ISO 7-1. Uszczelnia się poprzez klinowanie gwintów męskiego i żeńskiego.Jaki gwint cylindryczny ma złączka Rx ½–G ⅜?
Ma gwint G ⅜ wg ISO 228-1, skok 0,794 mm.Czy gwint G uszczelnia się sam?
Standardowo gwint cylindryczny nie uszczelnia się samoczynnie. Użyj PTFE lub O-ring.Ile warstw PTFE nakładać?
Zalecamy 3–5 zwojów taśmy PTFE. Zapewnia to równomierną ochronę.Kiedy stosować O-ring zamiast PTFE?
W aplikacjach dynamicznych, przy wibracjach lub gazach agresywnych. O-ring tłumi drgania i eliminuje mikroszczeliny.Jaką średnicę ma O-ring w rowku?
Rowek ma głębokość 0,7 mm i szerokość 1,8 mm. Dobrać O-ring o odpowiednim przekroju.Jaki moment dokręcenia stosować dla Rx ¾–G ½?
Zalecany moment wynosi 15–25 Nm. Użyj klucza dynamometrycznego.Czy można wielokrotnie montować jedną złączkę?
Tak, ale zawsze wymieniaj taśmę PTFE lub O-ring. Sprawdź stan powłoki cynkowej.Czy złączki CPP PREMA nadają się do instalacji spożywczych?
Nie zalecamy. Powłoka cynkowa może migrować. Lepiej stosować złączki mosiężne niklowane.Jak testować szczelność wody?
Napompuj wodę do 1,5× ciśnienia roboczego i utrzymaj przez 2 minuty. Obserwuj wycieki.Jak testować szczelność powietrza?
Napompuj azot do 15 bar. Użyj detektora mydlanego lub helowego. Szukaj baniek.Co to jest test soli mgły?
To test odporności powłoki na korozję. Złączka przez 240 h pozostaje w komorze z solną mgłą.Czy klucz udarowy jest dopuszczalny?
Nie. Uderzenia mogą przekroczyć moment dokręcenia i uszkodzić gwinty lub powłokę.Jak często przeprowadzać przeglądy?
Co 6–12 miesięcy. W aplikacjach krytycznych co 3–6 miesięcy.Czy złączki wytrzymują wibracje?
Tak. Stal ocynkowana i O-ring tłumią drgania. Testy zmęczeniowe potwierdziły odporność.Co zrobić, gdy pojawi się wyciek?
Poluźnij, wykręć, oczyść, nałóż nową warstwę PTFE lub O-ring i ponownie dokręć według instrukcji.Czy pasywacja chromianowa jest bezpieczna?
Tak, stosujemy chromiany trójwartościowe zgodnie z RoHS.Jak unikać uszkodzenia powłoki cynkowej?
Używaj kluczy o właściwym profilu i nie przekraczaj momentu dokręcenia.Czy złączki nadają się do aplikacji offshore?
Tak. Powłoka cynkowa i chromianowa chronią przed wilgocią i solą morską.Czy złączki pracują w niskich temperaturach?
Tak. Zachowują szczelność do –20 °C.Jak dbać o gwint stożkowy Rx?
Utrzymuj gwint w czystości, odtłuszczaj i przeglądaj rowek pod O-ring.Co to jest redukcja rusz–gwint cylindryczny?
To łączenie gwintu stożkowego R z cylindrycznym G w jednym elemencie.Jak dobrać złączkę do swojej instalacji?
Sprawdź średnice przyłącza stożkowego i cylindrycznego. Wybierz wariant zgodny z kodem.Czy powłoka cynkowa ulega starzeniu?
Z czasem może blaknąć. Regularne inspekcje i czyszczenie przedłużą jej trwałość.Czy złączki mogą pracować bez uszczelki?
Tak – w aplikacjach niskociśnieniowych gwint klinuje się metalicznie.Jak unikać skręcania O-ring?
Przed dokręceniem delikatnie obróć element o 1–2 pełne obroty ręcznie.Czy montaż można wykonać na mokro?
Nie. Gwint musi być suchy i czysty.Czy można stosować oleje na gwincy?
Nie. Oleje zmieniają współczynnik tarcia i zaburzają moment dokręcenia.Jak zabezpieczyć instalację na zimę?
Opróżnij przewody, oczyść gwinty i zabezpiecz korkami.Skąd pobrać dokumentację techniczną?
Na stronie CPP PREMA w sekcji „Do pobrania” znajdziesz karty techniczne i certyfikaty.Czy złączki mają gwarancję?
Tak. 24 miesiące na wady materiałowe i produkcyjne.Co obejmuje gwarancja?
Wady cynkowania, pasywacji i obróbki mechanicznej. Nie obejmuje montażu.Czy można uzyskać szkolenie montażowe?
Tak. Oferujemy szkolenia u klienta i online.Jak zgłosić reklamację?
Wyślij numer partii oraz raport z testu ciśnieniowego na adres serwis@cppprema.pl.Czy powłoka cynkowa jest przewodząca?
Tak. Zapewnia przewodzenie elektryczne, co może być istotne w instalacjach elektrostatycznych.Czy wymagane są atesty spawalnicze?
Nie. Złączki spawane nie są. Montaż przebiega bez użycia spawarki.Czy mogę użyć przedłużki do klucza?
Tak. Użyj przedłużki nie przekraczającej 100 mm, by zachować moment dokręcenia.Jak wykryć defekty powłoki?
Użyj testu soli mgły i badań lampą UV do pasywacji.Czy złączki można malować?
Nie zalecamy. Farbą zakryjesz powłokę i uniemożliwisz kontrolę wizualną.Czy przewody PVC pasują do złączek?
Tak, przy użyciu odpowiednich adapterów lub wkładek PVC do gwintu stożkowego.Jak unikać wycieków w instalacjach rozbudowanych?
Montuj złączki od najdalszego końca linii. Testuj każdy segment osobno.Czy złączki nadają się do instalacji podziemnych?
Tak, pod warunkiem dodatkowej ochrony antykorozyjnej lub rur osłonowych.Jak przechowywać resztki taśmy PTFE?
W suchym pudełku, z dala od olejów i rozpuszczalników.Czy złączki spełniają normę ATEX?
Wersje standardowe nie mają ATEX. Możemy je przygotować na zamówienie.Czy montaż można przyspieszyć?
Przygotuj zestaw złączek, narzędzi i uszczelek wcześniej. Użyj checklisty montażowej.Jak unikać uciekających drobin metalu?
Po montażu przetrzyj gwinty i korpus suchą ściereczką.Czy złączki są kompatybilne z armaturą rurową mosiężną?
Tak. Gwinty spełniają ISO i PN-EN.Jaki wpływ ma pasywacja na wygląd?
Powłoka chromianowa daje lekko żółtawy odcień.Czy montaż złączki zmienia drożność przepływu?
Minimalne – krótka długość L redukuje straty ciśnienia.
Kliknij tutaj, żeby przejść do sekcji FAQ. Znajdziesz w niej odpowiedzi na najczęściej zadawane pytania.
Przejdz do FAQRegionalni specjaliści

